
Foundry Feed Nozzle is located in front of the rolls of rolling equipment in the aluminum alloy field and is used to guide aluminum alloys.
The molten aluminum enters the pouring nozzle from the rear inlet, and then is discharged from the front outlet, enters the roll, where it is cooled by the roll and rolled into a cast billet.
Usually, the width of the cast-rolled billet is determined by the outlet width of the caster nozzle. In order to improve equipment utilization and reduce operating costs, the width of plates produced by ordinary casting and rolling equipment is relatively wide, generally reaching 1450mm-1600mm.
For cast-rolled slabs with a width of less than 800mm, if the traditional equipment structure and production method are used for production, the unit output will decrease.
In the aluminum alloy casting process, nozzle clamps are needed to support and clamp the nozzles made of refractory materials (brittle, fragile).
There are important adjustments to the adjustment of the nozzle opening, the adjustment of the plate shape, and the adjustment of the grouting area. Therefore, it has a great impact on product quality.
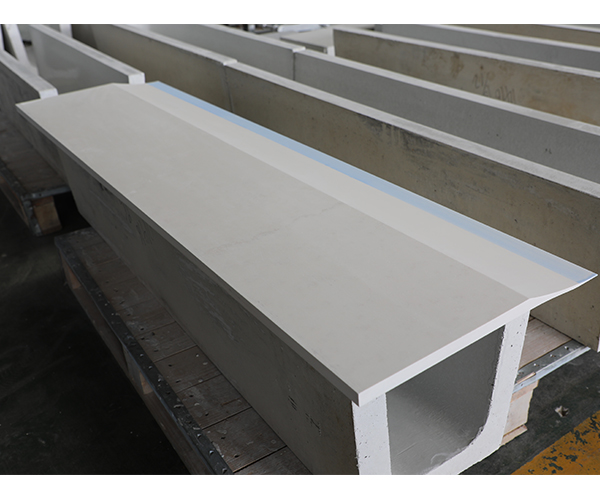
Foundry Feed Nozzle is part of the feeding mechanism for aluminum and aluminum alloy casting mills. Its function is to provide liquid aluminum to the roll gap between the two casting rolls.
The rotating roll is equivalent to the crystallizer, and at the same time the crystallized aluminum is rolled.
The casting-rolling process of the casting-rolling mill is to continuously input liquid metal between the roll gap of two relatively rotating water-cooled rolls, and continuously roll the coils through cooling and casting.
Features of twin-roll continuous casting and rolling methods
1. Realize continuous casting and rolling production, save ingot casting and hot rolling process, and reduce cost.
2. The equipment is simple, the area is small, the investment is small, and the construction speed is fast.
3. Simple process and convenient maintenance.
Definition of the casting-rolling zone, the casting-rolling zone refers to the area between the centerline of the two rolls (also called the roll centerline) and the leading edge of the aluminum casting tip.
The length of the cast-rolling zone is determined before the start of the cast-rolling. It is determined by the thickness of the cast-rolled sheet, roll diameter, alloy, equipment capacity, force and spray lip thickness.
General principles for the setting of casting and rolling zone
1. The thickness of the cast-rolled plate increases, and the cast-rolled area decreases.
2. The diameter of the casting roll increases, and the casting area increases.
3. The thickness of the pouring lip increases, and the casting area increases.
4. The rolling force of the equipment is large, and the casting and rolling area is enlarged.
5. The cast-rolling zone of pure aluminum and soft alloy is slightly longer, and the cast-rolling zone of hard alloy is slightly shorter.
Related posts:
 Foundry Feed Tip
Foundry Feed Tip
 Casting Feed Nozzle
Casting Feed Nozzle
 Continuous Casting Tips and Nozzle
Continuous Casting Tips and Nozzle
 Feeder Caster Tip
Feeder Caster Tip
 Aluminum Casting Tips
Aluminum Casting Tips
 Gap on Nozzle and Rolls
Gap on Nozzle and Rolls
 Feed Tip Nozzle
Feed Tip Nozzle
 Casting Tip for Foundry
Casting Tip for Foundry
 Feed Casting Nozzle
Feed Casting Nozzle
 Molten Metal Feed Nozzle
Molten Metal Feed Nozzle
 Foundry Feed Casting Nozzle
Foundry Feed Casting Nozzle
 Caster Tip and Nozzle
Caster Tip and Nozzle
 Gap in Nozzle and Roller
Gap in Nozzle and Roller
 Nozzle Roll Gap
Nozzle Roll Gap
 Standing Slab
Standing Slab





