
Casting tip for foundry is a very critical tool for the production of aluminum castings and rolled parts. The quality of the splitter structure of the partition in the casting nozzle directly affects the flow field distribution of the molten aluminum, and will affect the uniformity of the molten aluminum crystallization, thereby affecting the grain size of the cast-rolled plate.

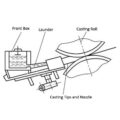
The caster tip for foundry is located in front of the rolls in the rolling equipment of the aluminum alloy field, and is used to guide the aluminum alloy.
The liquid aluminum melt enters the casting nozzle from the feed port at the rear end, and then is sent out from the discharge port at the front end and enters the roll, where it is cooled by the roll and rolled into a cast billet.
Generally, the width of the cast-rolled billet is determined by the outlet width of the casting nozzle and tips. In order to improve equipment utilization and reduce operating costs, the width of plates produced by ordinary casting and rolling equipment is relatively wide, generally reaching 1450mm-1600mm.
For cast-rolled billets with a width of less than 800mm, if traditional equipment structures and production methods are used for production, the unit output will be reduced.

Dubai Aluminum introduced the use of Casting Tip for Foundry. The headbox is used as a reservoir to reduce level fluctuations caused by fluid flow.
In addition, the large front box is opened with an overflow to keep the water at a certain level and to ensure a constant flow field of the casting nozzle.
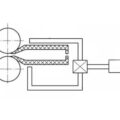
Because in double-roll casting, after the aluminum melt flows out from the tip of the feeder, it directly enters a pair of inner cavities, and is solidified and casted with a casting roll filled with circulating cooling water. The aluminum in the crystallization zone and the casting roll have an effect on the aluminum liquid flowing out of the nozzle of the casting mold.
The rear box is connected to the outlet of the casting nozzle. The height of the rear baffle of the rear box exceeds the height of the casting nozzle, which can not only play a damping effect, but also make the fluid exceed the inlet of the casting nozzle.
Related posts:
 Tip Cavity
Tip Cavity
 Aluminum Cast-rolled Sheet Defects
Aluminum Cast-rolled Sheet Defects
 Aluminum Silicate Casting Tip
Aluminum Silicate Casting Tip
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process
 Cast Rolled Vertical Plate
Cast Rolled Vertical Plate
 Pouring System
Pouring System
 Front Tank
Front Tank
 Gap on Nozzle and Rolls
Gap on Nozzle and Rolls
 Heat Balance
Heat Balance
 Tropical Defect in Continuous Casting
Tropical Defect in Continuous Casting
 Casting System
Casting System
 Aluminum Casting Nozzle
Aluminum Casting Nozzle
 Feeder Caster Tip
Feeder Caster Tip
 Casting Nozzle and Tip
Casting Nozzle and Tip
 Electromagnetic Casting and Rolling
Electromagnetic Casting and Rolling





