
Typically the feed tip nozzle is made from felt of refractory fibers (alumina and silica), the felt is made by dispersing said fibers in an aqueous solution containing a dispersion of colloidal silica such that the resultant slurry maintains 5% by weight of said fibers. A felt blanket is formed by immersing a felting screen into the slurry and connecting a vacuum suction to the underside, allowing the felt fibers to accumulate on the surface of the felting screen.
The felt blanket is placed into a die cavity and the cavity is closed by a mating die member after the buffer pad is placed on top of the felt fibers in a position adjacent to the eventual downstream edge of the feed tip member. The assembly is pressed at a pressure insufficient to cause substantial fiber breakage to compress the felt blanket to the desired geometry of one moiety of the continuous feed tip nozzle and to press the buffer pad into the felt blanket. This process is conventional except for the addition of the buffer pad.
An alternative technique for attaching the buffer pad to the outside face of the caster tip nozzle is by applying a silica-based glue to the side of the buffer pad to be attached to the caster tip nozzle and then pressing the buffer pad into the caster tip nozzle by the molding press technique described above.
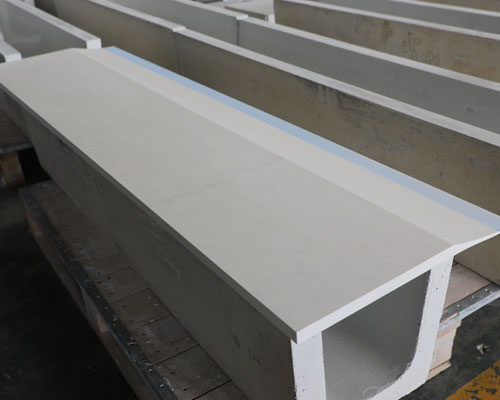
The caster tip nozzle member thickness is approximately 2.2 mm at the downstream edge of each feed tip member with a 4 to 5 mm gap between the pair of feed tip members from which the molten metal flows. Typically there is less than a 5.5 mm gap between caster rolls at the downstream edge of the caster rolls. To accommodate the attached buffer pad the downstream edge of the pair of feed tip nozzles is moved back upstream far enough to compensate for the increase in thickness the buffer pad adds to the caster tip nozzle when attached.
The buffer pad is formed into a generally rectangular shape, the length being defined by the length of the assembled feeding tip nozzle members whose length, in turn, is dependent upon the predetermined length of the caster rolls. The width of the buffer pad is approximately determined by the area on the outside face of the feed tip nozzle member that would otherwise come into contact with the rotating caster roll.
Related posts:
 Molten Metal Feed Nozzle
Molten Metal Feed Nozzle
 Continuous Caster Nozzle
Continuous Caster Nozzle
 Caster Feeding Nozzle
Caster Feeding Nozzle
 Casting Nozzle Gasket
Casting Nozzle Gasket
 Feed Tip For Continuous Casting Machine
Feed Tip For Continuous Casting Machine
 Roll Caster Feed Tip
Roll Caster Feed Tip
 Caster Tip and Nozzle
Caster Tip and Nozzle
 Molten Aluminum Casting Nozzle
Molten Aluminum Casting Nozzle
 Feed Caster Nozzle
Feed Caster Nozzle
 Feed Casting Nozzle
Feed Casting Nozzle
 Molten Metal Caster Nozzle
Molten Metal Caster Nozzle
 Foundry Feed Tip
Foundry Feed Tip
 Molten Metal Feeding Nozzle
Molten Metal Feeding Nozzle
 Feed Casting Tip
Feed Casting Tip
 Feeding Nozzle
Feeding Nozzle





