
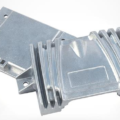
Araştırma ve denemeler sonucunda, alüminyum alaşımlı jantların yerçekimi dökümünde kaplama kalınlığı, alaşım sıvısının döküm sıcaklığı ve kalıp sıcaklığının yüzey büzülme kusurları üzerinde büyük bir etkisi olduğu ve özellikle kalıp sıcaklığının etkisinin oldukça belirgin olduğu görülmüştür. Kalıp çekirdeği sıcaklığının çok yüksek veya çok düşük olması durumunda, jantın göbeğinin yüzeyinde büzülme kusurları ortaya çıkabilir ve bu da yüzeyin pürüzlü olmasına neden olur. Jantın orta göbeği alüminyum alaşımlı jant Nispeten ince bir tampon haznesi diyaframına sahipken, orta göbeğin çevresindeki duvar kalınlığı daha kalındır.
Alüminyum alaşımı sıvısının katılaşması sırasında, tampon haznesi diyaframı bir besleme kanalı görevi görür. Merkezi yükseltici, orta göbek ve jant telinin bir kısmı ile hizalanır. Besleme, bölme aracılığıyla yapılmalıdır. Kalıp çekirdeğinin sıcaklığı çok düşük olduğunda, alüminyum alaşımı sıvısı döküldükten sonra orta göbek diyaframının katılaşma hızı nispeten yüksek olur ve besleme kanalı erken kapanır; bu da merkez yükselticinin besleme etkisini büyük ölçüde zayıflatır ve bu durum, özellikle orta göbeğin yüzeyinde kolayca ortaya çıkar. Göbek ile jant telinin birleştiği yerde bir büzülme kusuru meydana gelir.

Kalıp çekirdeği sıcaklığı çok yüksek olursa, bölmenin katılaşma hızı düşse de, bu durum göbek ile jant teli birleşim yerlerinde katılaşmanın çok yavaş gerçekleşmesine neden olur. Bu birleşim yerlerinin katılaşma süresi bölmenin katılaşma süresinden geride kaldığında, merkez yükseltici de göbeğin yüzeyinde büzülmeye yol açar. Gerçek üretim deneyimleri, bu tip jantların kalıp çekirdek sıcaklığının 450~480℃ aralığında olmasının daha uygun olduğunu göstermektedir; bu da merkez yükselticinin besleme sürecinde daha etkili bir rol oynamasını sağlar. Ölçümlerin ardından, üretimdeki alüminyum alaşımı sıvısının kaplama kalınlığı ve döküm sıcaklığının gereksinimleri karşıladığı görülmüştür; ancak kalıp çekirdeği sıcaklığı yüksektir ve genellikle 480℃'nin üzerindedir. Bu nedenle, mevcut üretim döngüsü koşulları altında yüzeydeki büzülmeyi azaltmak ve kalıp çekirdeğini güçlendirmek gerekmektedir. Soğutma işlemi gerçekleştirin, kalıp çekirdeğinin sıcaklığını düşürün ve orta göbek çevresindeki katılaşma hızını artırın.
İlgili yazılar:
 Alüminyum Alaşımında Büzülme
Alüminyum Alaşımında Büzülme
 Dökümlerdeki Gözeneklilik
Dökümlerdeki Gözeneklilik
 Alüminyum Alaşımlı Jant
Alüminyum Alaşımlı Jant
 Alüminyum Dökümlerdeki Gözenek Kusurları
Alüminyum Dökümlerdeki Gözenek Kusurları
 Alüminyum Basınçlı Döküm
Alüminyum Basınçlı Döküm
 Alüminyum Alaşımlı Döküm Kusurları
Alüminyum Alaşımlı Döküm Kusurları
 Sr Değiştirici
Sr Değiştirici
 Ateş Dayanıklı Kaplamalar
Ateş Dayanıklı Kaplamalar
 Sürekli Dökümde Hava Kanalı Kusurları
Sürekli Dökümde Hava Kanalı Kusurları
 Ateş Dayanıklı Kaplama
Ateş Dayanıklı Kaplama
 Alüminyum Döküm Süreci
Alüminyum Döküm Süreci
 Alüminyum Dökümde Gaz Giderme Süreci
Alüminyum Dökümde Gaz Giderme Süreci
 Dökümdeki Çatlak Kusuru
Dökümdeki Çatlak Kusuru
 Metallerdeki Kusurlar
Metallerdeki Kusurlar
 Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar
Alüminyum Döküm-Haddelenmiş Levhalardaki Kusurlar





