
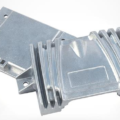
Through exploration and experimentation, in the gravity casting of aluminum alloy wheels, coating thickness, alloy liquid pouring temperature and mold temperature have a great influence on surface shrinkage defects, and the influence of mold temperature is particularly prominent. In the case of too high or too low mold core temperature, shrinkage defects may occur on the surface of the hub in the wheel, resulting in an uneven surface. The middle hub of the aluminum alloy wheel has a relatively thin buffer chamber diaphragm, while the surrounding wall thickness of the middle hub is thicker.
During the solidification of the aluminum alloy liquid, the buffer chamber diaphragm acts as a feeder channel. The central riser aligns with the middle hub and part of the spokes. Feeding must be done through the partition. When the mold core temperature is too low, the solidification speed of the middle hub diaphragm is relatively fast after the aluminum alloy liquid is poured, and the feeding channel is closed prematurely, which greatly weakens the feeding effect of the center riser, which is easy to be on the surface of the middle hub, especially the middle hub. A shrinkage defect occurs where the hub and the spoke are connected.

If the mold core temperature is too high, although the solidification rate of the partition is reduced, it will also cause the hot joints where the hub and the spokes to solidify very slowly. When it lags behind the solidification time of the partition, the center riser will also cause shrinkage on the surface of the hub. Actual production shows that the mold core temperature of this type of wheel is more appropriate at 450~480℃, which can make the center riser play a better role in feeding. After measurement, the coating thickness and the casting temperature of the aluminum alloy liquid in the production meet the requirements, but the mold core temperature is high, often above 480℃. Therefore, it is necessary to reduce the shrinkage of the surface under the existing production cycle conditions, and it is necessary to strengthen the mold core. Cool down, lower the temperature of the mold core, and accelerate the solidification speed around the middle hub.
Related posts:
 Aluminum Alloy Shrinkage
Aluminum Alloy Shrinkage
 Porosity in Casting
Porosity in Casting
 Aluminum Alloy Wheel
Aluminum Alloy Wheel
 Pore Defects in Aluminum Casting
Pore Defects in Aluminum Casting
 Aluminium Pressure Die Casting
Aluminium Pressure Die Casting
 Aluminum Alloy Casting Defects
Aluminum Alloy Casting Defects
 Sr Modifier
Sr Modifier
 Refractory Coatings
Refractory Coatings
 Airway Defects in Continuous Casting
Airway Defects in Continuous Casting
 Refractory Coating
Refractory Coating
 Aluminum Casting Process
Aluminum Casting Process
 Degassing Process in Aluminum Casting
Degassing Process in Aluminum Casting
 Cracks Defect in Casting
Cracks Defect in Casting
 Defects of Metal
Defects of Metal
 Aluminum Cast-rolled Sheet Defects
Aluminum Cast-rolled Sheet Defects





