
There’s a category of consumable in aluminum casting that rarely gets the attention it deserves. It doesn’t show up prominently in trade press. It’s not the subject of many conference papers. And yet, the operations that use it correctly — consistently, systematically, with the right specification for the right substrate — see measurable differences in die life, casting surface quality, and process stability that would otherwise require far more expensive interventions to achieve.
Boron nitride coatings sit in that category.
This isn’t a complicated product in the way that, say, rotary degassing system design is complicated. But it is a product where getting the details right — concentration, application method, substrate preparation, thermal cure protocol — separates genuine performance from a coating that looks good on paper and does very little in practice.
What follows is an attempt to lay out what actually matters about BN coatings for aluminum casting applications, grounded in the kind of operational specifics that don’t usually make it into supplier brochures.
BN Coatings-AdTech
What Are BN Coatings and Why Do They Work?
Boron nitride (BN) in its hexagonal form — h-BN, the polymorph relevant to coating applications — is sometimes described as the “white graphite.” The comparison is structurally apt: both materials share a layered crystal structure where strong covalent bonds hold atoms within each layer while weak van der Waals forces connect adjacent layers. This architecture is precisely what gives both materials their lubricating properties — layers slide against each other under shear stress, providing low-friction, low-adhesion surface characteristics.
What makes hexagonal boron nitride more useful than graphite in aluminum casting contexts comes down to a few specific properties:
Chemical inertness toward molten aluminum. Graphite reacts with aluminum at casting temperatures, forming aluminum carbide (Al₄C₃) — a compound that dissolves into the melt and creates inclusion problems downstream. Hexagonal BN does not react with molten aluminum under normal casting conditions. This non-reactivity is the foundation of everything else the coating does.
Thermal stability. h-BN retains its structure and lubricating properties up to approximately 900°C in oxidizing atmospheres, and significantly higher in inert or reducing environments. For aluminum casting — where mold and die surface temperatures typically range from 200°C to 500°C during operation — this provides substantial headroom.
Low thermal expansion coefficient. At roughly 1–2 × 10⁻⁶/K in the basal plane direction, h-BN expands very little with temperature change. This matters for coating adhesion through thermal cycling — a coating that expands at a dramatically different rate from its substrate will delaminate.
Electrical insulation. Unlike graphite, h-BN is an excellent electrical insulator (bandgap ~6 eV). In certain casting applications — particularly where electromagnetic stirring or induction heating is involved — this property becomes operationally relevant.
None of these properties are unique to BN coatings from any particular manufacturer. What varies between products is particle size distribution, suspension quality, binder chemistry, solids concentration, and application characteristics — all of which affect how the coating performs on the production floor rather than in a materials science laboratory.
What Surfaces Are BN Coatings Actually Used On?
The short answer is: any surface in an aluminum casting system that benefits from reduced metal adhesion, reduced thermal erosion, or controlled release characteristics. The longer answer requires distinguishing between application categories because the performance requirements — and therefore the correct coating specification — differ significantly.
Permanent Mold and Gravity Die Casting
In gravity die casting and low-pressure die casting (LPDC), BN coating is applied to mold cavity surfaces, core surfaces, and runner systems. The primary function here is release — preventing aluminum from welding to the mold surface, which causes pulling damage on ejection and progressive deterioration of the mold cavity finish.
Secondary functions include thermal management — a BN coating layer provides modest thermal insulation at the mold surface, which can influence solidification rate and therefore microstructural development in the casting. In thin-wall castings, this can be significant.
Launder Systems and Trough Linings
In aluminum transfer and distribution systems — launders, troughs, spouts, and distribution boxes — BN coating is applied to refractory surfaces that contact molten aluminum. Here, the primary function shifts from release to non-wettability: preventing aluminum from penetrating the refractory surface, which would cause freeze bonding, erosion, and eventual structural failure of the refractory.
Hot-Top Casting Components
Hot-top rings, spigots, and distributor plates in direct chill (DC) casting are subject to intense thermal cycling and direct contact with aluminum at casting temperature. BN coating of these surfaces is essentially standard practice in well-run DC casting operations. The coating reduces oxide buildup on hot-top surfaces, maintains consistent metal flow geometry, and extends the service interval between hot-top replacements.
Ceramic and Graphite Components
Thermocouples, floats, degassing rotors, and transfer tubes made from graphite or advanced ceramics are routinely BN-coated to reduce aluminum adhesion and extend service life. The coating provides a sacrificial non-stick layer that can be reapplied periodically, significantly extending the interval before substrate replacement is required.
What Are the Key Performance Properties of BN Coatings?
| Property | Typical Specification (Water-Based BN Coating) | Test Method | Operational Significance |
|---|---|---|---|
| BN Solid Content | 15–40% by weight | Gravimetric analysis | Higher solids = thicker film per coat; affects application viscosity |
| Particle Size (D50) | 2–8 μm | Laser diffraction | Finer particles = smoother film, better coverage on complex geometry |
| Maximum Service Temperature | 850–950°C (oxidizing atmosphere) | Thermogravimetric analysis | Determines suitability for specific substrate temperatures |
| Thermal Conductivity of Coating Layer | 30–60 W/m·K (in-plane) | Laser flash method | Influences heat transfer at mold-metal interface |
| Dry Film Thickness (single coat) | 15–40 μm | Profilometry or cross-section | Thicker coats risk cracking; thinner coats may not provide full coverage |
| pH (water-based suspension) | 7.5–9.5 | Standard pH meter | Affects shelf life, suspension stability, and substrate compatibility |
| Adhesion to Substrate | ≥ 1.5 MPa pull-off strength | ASTM D4541 | Determines coating durability through thermal cycling |
Property ranges reflect industry-standard specifications for hexagonal boron nitride coating products used in aluminum casting applications.
A detail worth highlighting from this table: the relationship between BN solid content and application viscosity is nonlinear and formulation-dependent. A product with 35% solids and poor particle size distribution will apply less uniformly than one with 25% solids and a well-optimized suspension. Solid content is a useful starting point for comparison, but it shouldn’t be the only specification you evaluate.
How Should BN Coatings Be Applied for Best Results?
Application method is where the gap between theoretical performance and actual production results is widest. We’ve seen operations using exactly the right coating product achieve mediocre results because their application protocol was inconsistent — and we’ve seen moderately specified coatings perform above expectation because the application was done carefully and systematically.
Surface Preparation
This is non-negotiable. BN coatings applied to contaminated, oxidized, or residue-bearing surfaces will adhere poorly and fail prematurely. Effective surface preparation means:
- Mechanical cleaning to remove loose oxide, old coating residue, and surface contamination
- Degreasing with appropriate solvent or aqueous cleaner to remove oils and release agent residues
- For new molds: shot blasting or light grinding to create surface texture that promotes mechanical adhesion
- Pre-heating the substrate to drive off moisture before coating application — applying BN coating to a cold or damp surface is the fastest route to delamination
Application Methods
Spray application is the most common method for large surfaces and production environments. Airless or air-assisted spray produces uniform coverage, allows controlled film thickness, and is well-suited to complex cavity geometries. Spray distance, atomization pressure, and coating viscosity need to be dialed in for each application — there’s no universal setting.
Brush application works for small areas, touch-up work, and surfaces that aren’t accessible to spray equipment. The limitation is consistency — brush application tends to produce more variable film thickness than spray.
Dip coating is used for small components — thermocouples, floats, small ceramic inserts — where full and uniform coverage is required on all surfaces simultaneously.
Curing Protocol
Water-based BN coatings need to be dried and partially cured before the coated surface contacts molten aluminum. The standard approach: apply coating to a preheated substrate (150–200°C), allow to flash dry, apply second coat if required, then bring the assembly to operating temperature gradually. The final cure happens in service during the first casting cycle, which is why the first cast after recoating often shows slightly different release characteristics from subsequent casts.
Skipping or rushing the cure protocol is one of the most common causes of coating-related quality problems — blistering, uneven release, and moisture-induced porosity in the first castings after recoating.
How Do Different BN Coating Formulations Compare?
Not all boron nitride coating products are equivalent, and the market includes a wide range of formulations targeting different application requirements and price points.
| Formulation Type | Solids Content | Primary Application | Key Advantage | Limitation |
|---|---|---|---|---|
| Standard water-based suspension | 15–25% BN | General mold release, launder coating | Easy application, low VOC, widely available | Requires careful drying; lower film build per coat |
| High-solids water-based | 30–40% BN | Heavy-duty release, hot-top components | Fewer coats needed, thicker film build | Higher viscosity; needs dilution for spray application |
| Solvent-based BN coating | 20–35% BN | Cold substrate application, field touch-up | Faster drying, better cold-surface adhesion | Higher VOC content; workplace exposure considerations |
| BN + binder composite | 20–30% BN with ceramic binder | High thermal cycling applications | Superior adhesion durability | Higher cost; more complex application protocol |
| Aerosol BN spray | 5–15% BN | Maintenance touch-up, small components | Convenience, no equipment needed | Not cost-effective for production volumes; inconsistent film thickness |
Formulation comparison based on commercially available product categories for hexagonal boron nitride coatings in aluminum casting applications.
The composite BN-with-binder formulations deserve specific mention because they represent a meaningful performance step up for applications involving severe thermal cycling — hot-top rings, spigots, and launder components that see repeated heat-up and cool-down cycles between casts. The ceramic binder improves coating adhesion to the substrate through temperature excursions that would cause a standard BN suspension coating to progressively delaminate.

Boron Nitride Coatings
What Is the Shelf Life and Storage Requirement for BN Coatings?
Water-based BN suspensions are generally stable for 12–18 months when stored correctly: cool (5–25°C), away from direct sunlight, in sealed containers. The primary degradation mechanism is biological growth (fungal or bacterial) in the aqueous phase, which can be inhibited by biocide additions in well-formulated products. A coating that has been contaminated biologically will show pH shift, odor, and often visible discoloration — all reliable indicators that it should be discarded rather than used.
Settling is normal in BN suspensions and doesn’t indicate product degradation. BN particles are denser than water and will settle on standing — a properly formulated product should be fully re-dispersed by moderate agitation (rolling the container or stirring for 2–3 minutes). A product that won’t re-disperse uniformly has either been frozen (which can cause irreversible particle agglomeration) or has been stored beyond its effective shelf life.
AdTech Real Case: How a Japanese Die Casting Operation Cut Tool Maintenance Costs by 40%
In mid-2023, a precision aluminum die casting facility in Japan came to us with a problem that’s more common than most operations like to admit: their mold maintenance costs had been creeping upward for two years, driven by increasing frequency of cavity resurfacing, core replacement, and ejector pin maintenance. They were producing structural automotive components — A-pillar reinforcements and B-pillar inserts for a major domestic vehicle platform — in A380 alloy, running a fleet of twelve 1,600-tonne cold-chamber die casting machines.
The situation on the ground: Their existing release agent protocol was solvent-based die lubricant applied by automated spray at every shot. BN coating was used on some components — primarily ejector pins and cores — but the application was inconsistent, the product specification hadn’t been reviewed in several years, and there was no documented recoating interval. Cavity resurfacing intervals had shortened from approximately 50,000 shots to 30,000–35,000 shots over the preceding eighteen months, and they were seeing an uptick in cold shut defects in thin-wall sections that their process engineers attributed partly to inconsistent thermal management at the cavity surface.
What the assessment found: The BN coating being applied to cores and ejector pins was a standard water-based suspension product with around 18% BN solids — adequate for light-duty applications but underspecified for the thermal load their A380 alloy at 670°C was imposing on high-cycle tooling. More significantly, surface preparation before coating was minimal — cores were being coated over residual aluminum and oxide without cleaning, which explained the delamination patterns they were seeing after 2,000–3,000 shots.
The cavity surface problem was related but distinct. Their solvent-based die lubricant was leaving a carbon deposit buildup over time that was acting as a thermal insulator — precisely the opposite of what they needed for consistent thin-wall fill. A controlled reduction in lubricant application combined with strategic BN coating of specific cavity sections (gate areas, thin-wall sections, and overflow wells) was identified as the most effective intervention.
The solution implemented over eight weeks:
- High-solids BN coating (35% solids, ceramic binder composite) applied to all cores and ejector pins on a documented recoating schedule (every 8,000 shots, with touch-up inspection at 4,000 shots)
- Standard BN suspension coating (25% solids) applied to cavity gate areas, thin-wall sections, and selected overflow geometry to improve metal flow consistency
- Surface preparation protocol established and trained: mechanical cleaning of cores before every recoating cycle, substrate preheat to 180°C before coating application
- Reduction in solvent-based die lubricant application volume by 30%, with the BN coating carrying more of the release function on coated surfaces
Results measured over six months of production:
- Cavity resurfacing interval: from 30,000–35,000 shots back to 48,000–52,000 shots — approaching and in some cases exceeding their historical best performance
- Core replacement frequency: reduced by 38% over the same period
- Cold shut defect rate on thin-wall sections: down from 1.8% to 0.6%
- Overall mold maintenance cost: down 40% against the prior six-month baseline
- Die lubricant consumption: reduced 28% (cost saving plus VOC reduction — a secondary benefit that their environmental compliance team had been seeking)
The Japanese operation subsequently standardized the high-solids BN coating across all twelve machines on a planned maintenance cycle, and added BN coating of launder and distribution components on their gravity casting line — a separate product line running 1xxx series alloy for electrical conductor bar. That relationship has been active for five years and has expanded to include ceramic fiber products and thermocouple protection tubes.
What made this case instructive wasn’t the product — it was the process review. The coating change alone, without the surface preparation protocol and recoating schedule, would have delivered a fraction of the improvement. Boron nitride coating performance is always a system question, not a product question.
How Does BN Coating Interact With Other Mold Release Products?
This is a practical question that comes up frequently and doesn’t always get a straight answer: can BN coating be used in conjunction with conventional die lubricants, or does one replace the other?
The answer depends on the application, but in most production die casting environments, the two products serve complementary rather than competing functions. BN coating provides a durable, thermally stable base layer that handles the release function between die lubricant applications and reduces the total amount of lubricant required. Die lubricant handles the shot-to-shot lubrication of moving elements — slides, cores, ejectors — and provides the final release at ejection.
Operating a die casting machine on BN coating alone — without any die lubricant — is feasible in some gravity casting and LPDC applications where cycle times are long enough for the coating to handle full release duty. In high-pressure die casting at production cycle times, BN coating alone is generally insufficient for ejection without lubricant assistance on moving elements.
The practical implication: don’t expect BN coating to eliminate die lubricant, but do expect it to reduce lubricant consumption, reduce carbon deposit buildup, and extend the interval between cavity cleaning cycles. In the Japanese case above, the 28% reduction in lubricant consumption while maintaining (and improving) release performance is a realistic expectation for a well-implemented BN coating program.
BN Coating vs. Alternative Release Solutions: How Does It Stack Up?
| Release Solution | Max Service Temp | Aluminum Reactivity | Reapplication Frequency | VOC Content | Relative Cost per Unit Area |
|---|---|---|---|---|---|
| Hexagonal BN coating | 850–950°C | None | Every 5,000–15,000 shots (die casting) | Low (water-based) | Medium |
| Graphite-based coating | 600–700°C | Forms Al₄C₃ at temp | More frequent | Low–Medium | Low |
| Solvent-based die lubricant | 300–400°C effective | Low | Every shot | High | Low per application |
| Water-based die lubricant | 200–350°C effective | Low | Every shot | Very low | Low per application |
| Ceramic thermal barrier coating | > 1,000°C | None | Months to years | None (thermal spray) | Very high |
| Boron nitride + ceramic composite | 1,000°C+ | None | Every 8,000–20,000 shots | Low | Medium–High |
Comparison reflects general industry performance data for release solutions used in aluminum permanent mold and die casting. Temperature limits and reapplication frequencies are application-dependent.
The graphite comparison is worth dwelling on briefly. Graphite coatings are cheaper and widely used, but the aluminum carbide formation reaction at casting temperatures is a real contamination risk — particularly for alloys where carbon pickup affects mechanical properties or surface treatment response. BN’s chemical inertness toward molten aluminum is a genuine advantage that justifies its cost premium over graphite in most aluminum casting applications.
How Do AdTech’s BN Coating Products Fit Into a Broader Aluminum Processing System?
BN coatings don’t exist in isolation — they’re part of an interconnected set of materials and equipment decisions that together determine casting quality and process stability. AdTech’s product addresses multiple points in this system:
Ceramic fiber products Ceramic fiber products — furnace lining, launder insulation, and hot-top thermal management. BN-coated ceramic fiber components at the metal-contact surface combine the thermal insulation properties of ceramic fiber with the non-wettability of BN.
Thermocouple protection tubes and ceramic components — BN-coated protection tubes in aluminum contact zones extend service life significantly compared to uncoated ceramic, by preventing aluminum adhesion and freeze bonding that causes tube fracture on extraction.
Launder and trough systems — the refractory surfaces in launder systems benefit from BN coating applied over the base refractory, preventing aluminum penetration and simplifying cleanout between casts.
Hot-top casting components — among all aluminum casting applications, hot-top components arguably derive the most consistent and measurable benefit from BN coating. The combination of thermal cycling severity, direct aluminum contact, and the criticality of maintaining precise metal flow geometry makes BN coating of hot-top rings and spigots essentially non-negotiable in a well-run DC casting operation.
If you’re evaluating BN coating as part of a broader process improvement or are setting up a new casting line, the most useful starting point is usually a systems-level conversation about where metal-to-surface contact is creating problems — rather than a product-by-product review. That’s the conversation we’d welcome through the AdTech contact page.
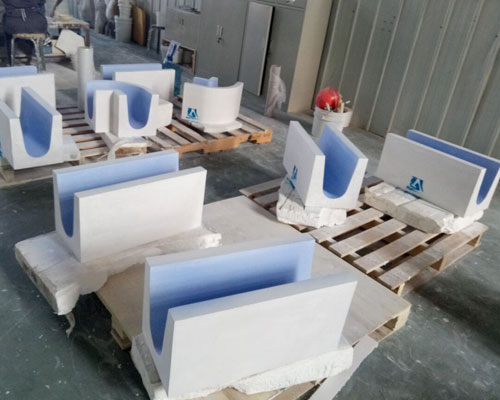
Molten aluminum launder and trough with boron nitride (BN) coating to prevent aluminum adhesion and improve corrosion resistance
Conclusion
Boron nitride coatings aren’t a miracle product. They won’t rescue a casting operation with fundamental process problems, and they’re not a substitute for proper mold design, appropriate alloy selection, or rigorous degassing and filtration practice.
What they are is a highly effective, chemically stable, thermally durable surface treatment that — applied correctly, to the right surfaces, with appropriate preparation and recoating discipline — delivers measurable improvements in mold life, casting surface quality, release consistency, and downstream maintenance costs.
The details matter more than the product. Surface prep, cure protocol, recoating interval, and compatibility with the rest of your release strategy are what determine whether BN coating delivers on its potential or becomes another line item that doesn’t move the needle.
If you want to get into specifics — substrate type, alloy, cycle time, thermal load, what you’re currently using and what’s not working — that’s where the useful conversation starts
FAQ
1. What is BN coating used for in aluminum casting?
Boron nitride coating is applied to any surface that contacts molten aluminum — mold cavities, cores, ejector pins, launder systems, hot-top components, and ceramic tooling. Its primary functions are non-stick release, preventing aluminum adhesion, and protecting substrate surfaces from thermal erosion and chemical attack.
2. Is hexagonal BN coating safe to use at aluminum casting temperatures?
Yes. Hexagonal boron nitride is thermally stable up to 900°C in oxidizing atmospheres — well above the 680–750°C range typical of aluminum casting. It doesn’t react with molten aluminum, which is the core reason it outperforms graphite-based alternatives in aluminum contact applications.
3. How often does BN coating need to be reapplied in die casting?
It depends on the application and thermal load. On ejector pins and cores in high-pressure die casting, a well-applied high-solids BN coating typically lasts 8,000–15,000 shots before recoating. On static surfaces like launder linings, intervals can extend to weeks or months. Tracking shot count or cast cycles between recoats — rather than recoating on a fixed calendar — gives better results.
4. Can BN coating replace die lubricant entirely?
In gravity casting and low-pressure die casting with long cycle times, possibly. In high-pressure die casting at production speeds, no — die lubricant still handles shot-to-shot lubrication of moving elements. What BN coating does is reduce lubricant consumption significantly, cut carbon deposit buildup, and extend the interval between cavity cleaning cycles.
5. What surface preparation is required before applying BN coating?
This is where most application failures originate. The substrate must be mechanically cleaned to remove old coating residue, oxide, and aluminum buildup, then degreased to remove any oil or lubricant contamination. Preheating the substrate to 150–200°C before coating application is essential — applying BN coating to a cold or damp surface almost guarantees early delamination.
6. What is the difference between standard BN coating and BN composite coating with ceramic binder?
Standard BN suspension coatings work well for moderate thermal cycling applications. BN composite coatings with ceramic binder are formulated for severe thermal cycling — hot-top rings, launder components, and high-cycle tooling — where standard coatings progressively delaminate between casts. The composite version costs more but lasts significantly longer in those demanding conditions.
7. Why is BN coating better than graphite coating for aluminum applications?
Graphite reacts with molten aluminum at casting temperatures, forming aluminum carbide (Al₄C₃) — a compound that dissolves into the melt and creates inclusion problems downstream. Hexagonal BN doesn’t react with aluminum at all. For any application where metal cleanliness matters, BN is the correct choice over graphite.
8. How thick should a BN coating layer be?
A single coat of a standard water-based BN suspension typically deposits 15–40 μm dry film thickness. Most applications use one to two coats. Going thicker isn’t necessarily better — coatings above 80–100 μm total thickness are more prone to cracking under thermal cycling. Uniform coverage matters more than raw thickness.
9. Can BN coating be applied to ceramic fiber components?
Yes, and it’s a very effective combination. BN-coated ceramic fiber components get the thermal insulation of the fiber substrate plus the non-wettability and release performance of the BN surface layer. This is particularly useful for launder linings, hot-top inserts, and distribution components where direct aluminum contact is unavoidable.
10. What’s the shelf life of a water-based BN coating product, and how should it be stored?
Typically 12–18 months in sealed containers stored between 5°C and 25°C, away from direct sunlight and freezing temperatures. Settling is normal — stir or roll the container for 2–3 minutes before use. If the coating won’t re-disperse uniformly, has an unusual odor, or shows significant pH shift, discard it. Frozen BN suspension often can’t be recovered and should not be used.
Related posts:
 Refractory Coatings
Refractory Coatings
 Mold Coatings
Mold Coatings
 Boron Nitride Coatings
Boron Nitride Coatings
 Boron Nitride Ceramic Material
Boron Nitride Ceramic Material
 Mold Coating
Mold Coating
 Boron Nitride Coating
Boron Nitride Coating
 Foundry Coating
Foundry Coating
 Refractory Foam Filter
Refractory Foam Filter
 Refractory Coating
Refractory Coating
 Boron Nitride Paint
Boron Nitride Paint
 BN Coating
BN Coating
 Foam Filter Material
Foam Filter Material
 Aluminum Alloy Castings
Aluminum Alloy Castings
 Pore Defects in Aluminum Casting
Pore Defects in Aluminum Casting
 Ceramic Fiber Material
Ceramic Fiber Material





