
Aluminum billet leakage during DC casting is typically caused by sealing failure, worn casting components, unstable molten aluminum flow, excessive metal head pressure, or inadequate melt treatment. Although leakage often appears near the hot-top assembly or caster tip area, the root cause frequently originates upstream in the molten metal transfer and treatment system. Effective leakage prevention requires stable flow conditions, clean molten aluminum, reliable sealing surfaces, controlled casting parameters, and properly maintained refractory components.
For aluminum extrusion billet producers, leakage is more than a maintenance issue. It directly affects productivity, casting quality, equipment life, and operational safety. Even a relatively small leak can force production interruptions, increase metal losses, and generate costly downstream defects. Understanding why leakage occurs—and how different process variables interact—is essential for achieving stable billet casting performance.
What Is Aluminum Billet Leakage?
Aluminum billet leakage refers to the unintended escape of molten aluminum from the casting system before a stable solidification shell has fully formed.
During Direct Chill (DC) casting, molten aluminum passes through multiple process stages before entering the mold. The metal must remain contained within a carefully controlled path while cooling water removes heat and forms the billet shell. If sealing integrity is compromised or process conditions become unstable, molten aluminum may penetrate gaps, erode refractory materials, and escape from the casting zone.
Leakage severity can vary considerably.
Types of Leakage Events
| Leakage Type | Description | Typical Impact |
|---|---|---|
| Minor Seepage | Small localized metal escape | Limited production impact |
| Progressive Leakage | Leakage increases gradually over time | Requires intervention |
| Severe Leakage | Large metal escape near mold area | Production shutdown |
| Breakout | Complete shell failure | Major safety and equipment risk |
Many operators use the terms “leakage” and “breakout” interchangeably, but they are not identical failures.
Contact us for technical support.
Leakage vs Breakout: What Is the Difference?
A leakage event may develop into a breakout if the underlying cause is not addressed.
Comparison Between Leakage and Breakout
| Factor | Leakage | Breakout |
| Metal escape volume | Limited | Massive |
| Production impact | Moderate | Severe |
| Shell integrity | Partially maintained | Completely lost |
| Safety risk | Medium | Very High |
| Equipment damage | Limited | Extensive |
A breakout typically occurs when the billet shell becomes too thin to contain molten aluminum. Leakage, on the other hand, often begins as a sealing or flow-control problem.
Understanding the difference helps operators identify warning signs before catastrophic failures occur.
Why Does Aluminum Billet Leakage Occur?
Most leakage incidents are not caused by a single component failure.
Instead, leakage usually develops when multiple process variables begin interacting negatively.
The most common root causes include:
- Worn casting equipment
- Hot-top sealing deterioration
- Excessive casting speed
- Poor molten aluminum cleanliness
- Hydrogen-related process instability
- Improper metal level control
- Turbulent metal flow
- Refractory erosion
Each factor influences the others, which is why leakage prevention requires a system-wide approach.
Are Worn Caster Tips the Most Common Cause?
In many billet plants, worn caster tips are among the first components investigated after leakage occurs.
The caster tip controls molten aluminum distribution into the mold while helping maintain stable metal flow conditions. Because it operates continuously under extreme thermal and mechanical stress, gradual wear is unavoidable.
As wear progresses, several problems may develop:
- Dimensional distortion
- Surface erosion
- Reduced sealing performance
- Uneven metal distribution
- Localized overheating
Even small dimensional changes can create leakage pathways around critical sealing zones.
Typical Signs of Caster Tip Wear
| Warning Sign | Potential Risk |
| Uneven billet surface | Flow instability |
| Localized aluminum buildup | Poor release characteristics |
| Increased oxide accumulation | Surface turbulence |
| Visible erosion | Seal degradation |
| Frequent maintenance | Component end-of-life |
For this reason, many producers replace ceramic fiber caster tips on a preventive schedule rather than waiting for visible failure.
caster tip

Aluminum Melt Caster Tips
Can Hot Top Components Trigger Leakage?
Yes.
The hot-top system plays a crucial role in controlling solidification and maintaining stable feeding conditions during billet casting.
If hot-top components deteriorate, molten aluminum may begin escaping through weakened sealing areas.
Several mechanisms can contribute to failure:
Thermal Shock Damage
Repeated heating and cooling cycles place considerable stress on refractory materials.
Surface Wear
Long-term exposure to molten aluminum gradually reduces dimensional accuracy.
Installation Problems
Even high-quality components can underperform if assembly tolerances are not maintained.
Mechanical Damage
Handling, maintenance activities, or accidental impacts may compromise sealing surfaces.
Because hot-top performance directly influences billet quality and casting stability, many plants include hot-top inspection as part of routine preventive maintenance programs.
How Does Molten Aluminum Cleanliness Affect Leakage?
This is one of the most underestimated causes of billet leakage.
Many leakage investigations focus exclusively on casting hardware while overlooking melt quality.
When molten aluminum contains excessive inclusions, flow conditions become less predictable.
Common contaminants include:
- Oxide films
- Slag particles
- Refractory fragments
- Spinel inclusions
- Furnace-generated debris
These contaminants may:
- Disturb flow patterns
- Create localized pressure changes
- Increase turbulence
- Accelerate refractory wear
Sources of Non-Metallic Inclusions
| Inclusion Type | Typical Source |
| Oxide Films | Surface oxidation |
| Slag Particles | Furnace operations |
| Refractory Debris | Lining wear |
| Spinel | Magnesium-containing alloys |
| Carbides | Process contamination |
For this reason, many modern casting lines install ceramic foam filters for molten aluminum filtration before the casting station.
The filtration stage helps remove suspended inclusions that could otherwise affect metal flow behavior and casting stability.
For applications requiring stricter cleanliness standards, phosphorus-free ceramic foam filters are increasingly used to support high-purity aluminum production and sensitive alloy applications.

ceramic foam filter
Can Poor Degassing Increase Leakage Risk?
Indirectly, yes.
Hydrogen is the only gas that dissolves significantly in molten aluminum.
As hydrogen content increases:
- Porosity becomes more likely
- Solidification becomes less predictable
- Internal billet quality deteriorates
- Process stability decreases
While hydrogen alone rarely causes leakage, elevated hydrogen levels often indicate inadequate melt treatment.
Most modern billet casters therefore incorporate online rotary degassing equipment before filtration and casting.
Degassing improves molten metal quality by reducing dissolved hydrogen and helping remove suspended inclusions through bubble flotation mechanisms.
Stable hydrogen control contributes to more predictable casting conditions and reduces process variability throughout the casting cycle.

Online Degassing System
Does Molten Aluminum Flow Stability Matter?
Absolutely.
Many leakage problems originate upstream of the mold.
Even when casting components are in good condition, unstable flow can create pressure fluctuations capable of compromising sealing performance.
Common causes of turbulent flow include:
- Abrupt launder transitions
- Improper launder geometry
- Excessive metal velocity
- Unstable metal level control
- Poor flow distribution
To reduce turbulence, many producers use carefully designed refractory launder systems that maintain smooth molten aluminum transfer between treatment stages and the casting station.
Flow stability is particularly important when molten aluminum passes through filtration and degassing equipment because these processes depend on predictable flow conditions for maximum efficiency.
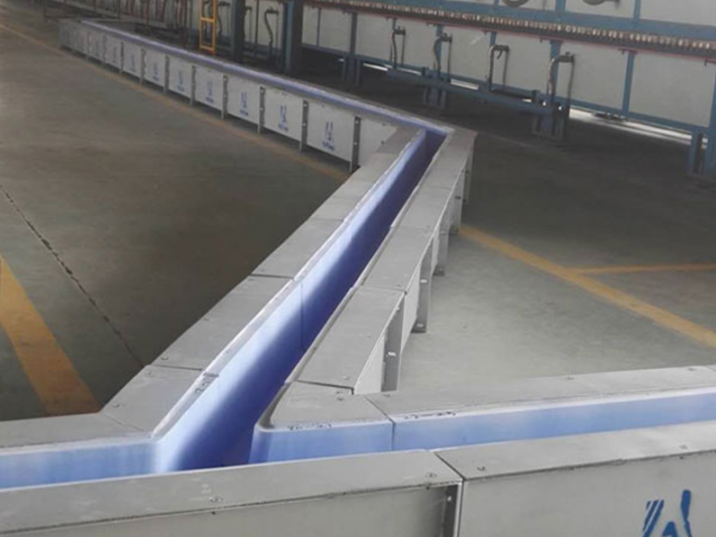
aluminum launder system
FAQ
1. What causes aluminum billet leakage during DC casting?
Aluminum billet leakage is usually caused by sealing failure, worn caster components, unstable molten aluminum flow, excessive metal head pressure, or poor melt quality. In most cases, it is the result of multiple factors rather than a single failure point.
2. What is the difference between leakage and breakout?
Leakage refers to a small or gradual escape of molten aluminum, while a breakout is a complete failure of the billet shell leading to massive metal release. Breakouts are more severe and often result in production shutdown and safety risks.
3. Is caster tip wear a common cause of leakage?
Yes. Worn caster tips can significantly affect metal flow stability and sealing performance. Even small dimensional changes may create leakage pathways, making caster tips one of the most frequently inspected components after leakage occurs.
4. Can hot-top components cause billet leakage?
Yes. Damaged or poorly installed hot-top components can weaken sealing integrity and lead to molten aluminum escape. Thermal shock, mechanical damage, and surface wear are common failure mechanisms.
5. How does molten aluminum cleanliness affect leakage risk?
Poor melt cleanliness increases inclusions such as oxides, slag, and refractory particles. These contaminants disrupt flow stability, increase turbulence, and accelerate component wear, indirectly raising leakage risk.
6. Does hydrogen in molten aluminum contribute to leakage?
Indirectly. High hydrogen levels reduce melt stability and can affect solidification behavior. While hydrogen does not directly cause leakage, it often indicates poor melt treatment conditions that increase overall casting risk.
7. Can unstable metal flow lead to leakage?
Yes. Turbulent or inconsistent molten aluminum flow can create pressure fluctuations and uneven distribution, which may damage sealing areas and increase leakage probability.
8. How does casting speed affect leakage?
Excessive casting speed increases metal head pressure and reduces control over solidification. This can overload sealing components and increase the likelihood of leakage or even breakout.
9. Can filtration systems help reduce leakage?
Yes. Ceramic foam filters improve molten aluminum cleanliness by removing inclusions before casting. Cleaner metal flow helps maintain stable casting conditions and reduces equipment wear.
10. What equipment is commonly used to prevent leakage in DC casting?
Typical prevention systems include ceramic foam filters, degassing units, refractory launder systems, and well-maintained caster tips and hot-top assemblies. Together, they ensure stable flow, clean metal, and reliable sealing.





