
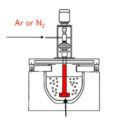
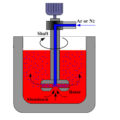
The ability to degas molten aluminum is generally achieved by using an inert gas, typically introduced into the melt by a rotary degassing unit. This degassing process is limited by thermodynamic laws; when purge gas bubbles are introduced into the melt, they collect hydrogen as they float to the surface. The best possible situation is that these hydrogen saturated bubbles leave the melt and reduce the hydrogen levels. In this case, the efficiency of the process is 100% from the thermodynamic point of view. But as the gas content in the melt decreases, the equilibrium pressure of hydrogen in the bubbles also decreases, so the amount of purge gas needed to remove the remaining hydrogen must increase.

The equilibrium gas removal rate for pure aluminum above 1400F (760C). A gas removal rate of 200, for example, means that it will take 200 liters of inert gas to remove one liter of hydrogen. This behavior limits the ability of a metallurgist to degas at a very low level of hydrogen. Solubility also increases exponentially with temperature, meaning that an increase of 200F (111C) doubles the solubility. All other things being equal, a higher temperature of cast aluminum will increase the degassing time required.
Alloy elements can also have an effect on the solubility of hydrogen. Alloys with higher values are more difficult to degas, thus, for example, 535 aluminum will take four times longer to degas than pure aluminum. Fortunately, these factors can be controlled and the gas content and process required to remove excessive porosity in aluminum castings can be achieved without undue difficulty in most cases.
How to Degas Molten Aluminum?
Degassing is usually carried out in one of three areas of the metal casting plant:
1. In the transfer ladle, used to transport metal between melting and holding furnaces.
2. In crucible furnaces, usually just before the casting of molten aluminum.
3. In an in-line system, when metal is routed to holding ovens via a laundry.
The first two options are the most common and the degassing operation for both is usually performed using a rotary degassing system. Concretely, not all rotary degassers are created equal. It is important to have an optimal head design to produce very efficient small bubbles. Significant cost savings can be achieved through shorter process times and reduced gas consumption. In the past, the metal smelting industry has turned to simple head designs that are less expensive to machine but produce larger bubbles. This route presents a false economy due to reduced efficiency.
Related posts:
 Aluminium On Line Degassing Unit
Aluminium On Line Degassing Unit
 Aluminum Degassing with Nitrogen
Aluminum Degassing with Nitrogen
 Rotary Degassing of Molten Aluminum
Rotary Degassing of Molten Aluminum
 Online Rotary Degassing
Online Rotary Degassing
 Rotary Degassing Unit
Rotary Degassing Unit
 Molten Aluminum Refining Process
Molten Aluminum Refining Process
 Degassing of Molten Aluminum
Degassing of Molten Aluminum
 Degassing Unit for Molten Aluminum
Degassing Unit for Molten Aluminum
 Aluminum Refining Agent Purification
Aluminum Refining Agent Purification
 Degassing System for Metal
Degassing System for Metal
 Molten Aluminum Degassing
Molten Aluminum Degassing
 Purification of Aluminum
Purification of Aluminum
 Rotary Degassing
Rotary Degassing
 Molten Aluminum Filtration Method
Molten Aluminum Filtration Method
 What Is Degassing Aluminum
What Is Degassing Aluminum





