
In view of the fact that after the aluminum material is melted, it will continue to oxidize and inhale, causing secondary pollution, so the time of molten Alu purification treatment should be arranged before casting and rolling, it is best to start casting and rolling after purification treatment. For this reason, the molten Alu purification treatment should not only achieve comprehensiveness, but also meet the requirements of timeliness.
The time for the molten aluminum to pass through the molten Alu purification device is very short. After treatment, it is difficult to completely separate the smaller slag and inclusions from the molten aluminum in such a short time. In order to ensure the cleanliness of the molten aluminum, all purification devices outside the furnace are equipped with filtering devices to remove suspended debris. The sundries in the aluminum liquid are in the form of thin films or particles. There are Al2O3 and SiO2 oxides in the sundries, and there are also AlF3 non-oxides.
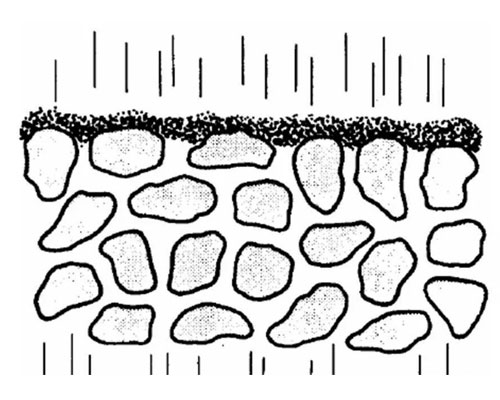
Aluminum liquid filtration generally uses foam ceramic filter plates. When the aluminum liquid passes through the tortuous and interconnected pores foam ceramic filter, the internal debris is deposited on the wall of the pore under the action of fluid power, inertia, interception, collision, and adsorption. So that the clean aluminum liquid enters the cast-rolling plate. The filtration efficiency of the foam ceramic filter is directly related to the diameter of the micropores, but the diameter of the intercepted debris is much smaller than the average diameter of the micropores. Using a filter plate with 12 holes/cm and a thickness of 50mm can remove 80% of debris and other debris above 100μm.
In order to improve the filtration efficiency, it is also possible to use glass fiber mesh for coarse filtration first, and then use foam ceramic filters for fine filtration. Tests have proved that liquid aluminum filtration can reduce the end breakage rate of 6m thick aluminum foil during finishing rolling by 44%. Foam ceramic filters are usually replaced once per heat to ensure the passing capacity of the molten aluminum, and prevent the debris and slag particles deposited in the channel from re-entering the molten aluminum.
Related posts:
 Online Purification Treatment
Online Purification Treatment
 On-line Purification Equipment
On-line Purification Equipment
 Purification Treatment for Continuous Casting
Purification Treatment for Continuous Casting
 Purification Treatment of Molten Aluminum
Purification Treatment of Molten Aluminum
 Molten Aluminum Purification Treatment
Molten Aluminum Purification Treatment
 Purification Treatment of Aluminum Melt
Purification Treatment of Aluminum Melt
 Molten Aluminum Flux Purification
Molten Aluminum Flux Purification
 Foam Ceramic Filter Filtration
Foam Ceramic Filter Filtration
 Degassing Purification Equipment
Degassing Purification Equipment
 Purification Treatment of Liquid Aluminum
Purification Treatment of Liquid Aluminum
 Aluminium Purification Methods
Aluminium Purification Methods
 Filtration Treatment
Filtration Treatment
 Purification Treatment of Aluminum Alloy
Purification Treatment of Aluminum Alloy
 Aluminum Purification Treatment
Aluminum Purification Treatment
 Molten Aluminum Purification Systems
Molten Aluminum Purification Systems





