
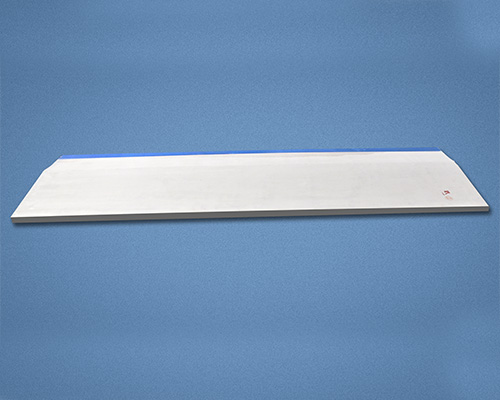
For purposes of supplying molten aluminum, to continuous caster, for example, rolling caster, casting nozzles are used having a tip that extends into the casting rolls.
Molten aluminum casting nozzles have been fabricated from various refractory materials, such as silica, asbestos, sodium silicate, and lime. The refractory nozzle exhibits good thermal insulation and low heat capacity. In addition, it absorbs moisture and is subject to embrittlement or low mechanical strength upon preheating to operating temperature which allows such nozzles to be used only once. Further, such materials frequently outgas and experience cracking upon heating, both of which are undesirable characteristics for successful caster nozzle performance.
Refractory materials used to fabricate the molten aluminum casting nozzles have not been satisfactory for other reasons. For example, often the refractory material is reactive or subject to erosion or dissolution by the molten metal, e.g., aluminum, being cast, and this results in particles of refractory or reaction products ending up in the cast product.
Another problem with refractory material is that it often cannot maintain the proper strength level under operating conditions. This can result in sag or change in its dimensions which adversely affects or changes the flow of molten metal to the casting mold. That is, the flow of molten metal across the tip of the nozzle does not remain uniform. This can change the freezing front, and thus, properties can change across the width of the product. Or, change of the internal dimensions of the nozzle can result in metal flow disturbances and surface defects on the resulting sheet or plate, such as eddy currents, turbulence, or otherwise non-uniform flow through the nozzle.
Yet another problem with refractory-type nozzles is that often they are not reusable. That is, after the molten metal has been passed once through the nozzle and the caster has been shut down, the nozzle is not reusable. Thus, a new nozzle, even if it has only been used for a short time cannot be used again.
Reproducibility with respect to the dimensions of the refractory nozzles is a problem. For example, some nozzles may be found to work acceptably and others have been found to work unacceptably because tolerances are difficult to maintain. This leads to a very high rejection rate for nozzles, which again adds greatly to the cost of operating the caster.
Before molten metal is poured into the caster nozzle, it is preferred to heat the nozzle to minimize warpage and to avoid prematurely cooling the molten metal.
Related posts:
 Casting Nozzles for Continuous Caster
Casting Nozzles for Continuous Caster
 Casting Tips and Nozzles
Casting Tips and Nozzles
 Molten Aluminum Casting Nozzle
Molten Aluminum Casting Nozzle
 Molten Metal Feeding Nozzle
Molten Metal Feeding Nozzle
 Aluminum Silicate Ceramic Caster Tip
Aluminum Silicate Ceramic Caster Tip
 Caster Tip for Aluminum Strip Casting
Caster Tip for Aluminum Strip Casting
 Molten Metal Casting Nozzle
Molten Metal Casting Nozzle
 Caster Tip for Aluminum Casting
Caster Tip for Aluminum Casting
 Casting Nozzle and Tip
Casting Nozzle and Tip
 Launder for Casting Molten Metal
Launder for Casting Molten Metal
 Ceramic Fiber Casting Nozzle
Ceramic Fiber Casting Nozzle
 Molten Metal Feed Nozzle
Molten Metal Feed Nozzle
 Casting Tips
Casting Tips
 Caster Tip for Continuous Casting
Caster Tip for Continuous Casting
 Molten Metal Caster Nozzle
Molten Metal Caster Nozzle





