
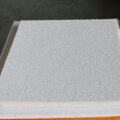
The initial foam ceramic filters manufacturing is formed by coating the reticulated polyurethane precursor with a ceramic slurry. The reticulated open-cell foam, preferably polyurethane foam, is impregnated with the ceramic slurry, wherein the entire structure of the reticulated open-cell foam is preferably covered by the slurry. The pore size of the foam is preferably between about 10 and about 70 PPI. The impregnated foam is preferably compressed to discharge 25% to 85% of the slurry while keeping the polyurethane struts coated. In commercial production operations, the impregnated foam can be passed through one or more preset rolls to affect the desired state of the slurry discharge from the foam, thereby leaving the desired amount of coating on the polyurethane precursor.

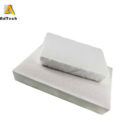
The impregnated foam is then heated to a degree sufficient to remove any free water to dry the slurry. The dry impregnated polyurethane is then fired to a high temperature to form a ceramic bond. The resulting ceramic foam is basically a connection of pillars, which has internal pores left by the polyurethane foam burned out during the firing process. The ceramic foam filter manufacturing technology is well known in the art.
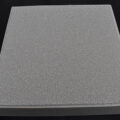
The free water in the impregnated foam is then removed by drying at a temperature of 35°C to 200°C for 2 minutes to 6 hours. After drying, the material is heated at a high temperature to bond or sinter the ceramic particles that make up the filter structure. The second stage is to heat to a temperature of 900°C to 1700°C and keep the temperature within this range for 2 minutes to 10 hours to bond the ceramics. The resulting product is a molten ceramic foam with an open-cell structure, which is characterized by a plurality of interconnected voids surrounded by a ceramic mesh. The ceramic foam can have any desired configuration based on the configuration required for a particular molten metal filtration process.
The ceramic precursor contains a main component selected from alumina (Al 2 O 3) or magnesium oxide. It is known to form alumina as sintered bonded alumina or aluminum phosphate bonded alumina.
The slurry used in foam ceramic filters manufacturing depends on the ceramic material required for the selected application. The final ceramic must have sufficient performance in the final product to withstand the specific application, and must have sufficient structure and mechanical strength to withstand high temperature use conditions. In addition, the slurry preferably has thixotropic rheology, is flowable during slurry impregnation, and most preferably includes a liquid suspension of ceramic precursors intended to be fired to form a filter. Generally, the slurry contains a dispersion and a solvent phase, such as water. Additives are used in the slurry, such as binders, surfactants and thickeners, which are preferably volatile during firing, to change viscosity, wetting properties or rheological properties. Mention other solvents, surfactants, glidants, dispersing aids, sintering aids, etc. that are particularly suitable for use.
Related posts:
 High Temperature Ceramic Filter
High Temperature Ceramic Filter
 Ceramic Foam Filter Molten Aluminum Filtration
Ceramic Foam Filter Molten Aluminum Filtration
 Ceramic Foam Filters For Aluminium Casting
Ceramic Foam Filters For Aluminium Casting
 ALVANCE Aluminium Casting Ceramic Filter
ALVANCE Aluminium Casting Ceramic Filter
 Ceramic Foam Filter for Foundry
Ceramic Foam Filter for Foundry
 Foam Ceramic Filtration
Foam Ceramic Filtration
 Rusal Aluminum Foundry Filter
Rusal Aluminum Foundry Filter
 Dubai Aluminum Foundry Filter
Dubai Aluminum Foundry Filter
 Foundry Ceramic Filters
Foundry Ceramic Filters
 Molten Aluminum Filtering
Molten Aluminum Filtering
 Ceramic Filter for Aluminum Foundry
Ceramic Filter for Aluminum Foundry
 30 PPI Foam Filter
30 PPI Foam Filter
 Porous Ceramic Filter Filtration
Porous Ceramic Filter Filtration
 Ceramic Foam Filter for Aluminium
Ceramic Foam Filter for Aluminium
 Alcan Foundry Ceramic Foam Filters
Alcan Foundry Ceramic Foam Filters





