
Deep bed filters remove non-metallic inclusions from molten aluminum by passing the melt through a thick, graded layer of sintered alumina balls and grit — capturing particles down to several microns through mechanical interception, sedimentation, and surface adsorption. For high-end aluminum products like lithographic sheet, double-zero foil stock, and aerospace alloys, deep bed filtration is the only method that consistently meets the strict inclusion limits these applications demand.

deep bed filter
What Is a Deep Bed Filter and How Is It Different from Other Filtration Methods?
A deep bed filter is a specialized melt purification unit used in aluminum casting and continuous casting-rolling lines. Where a ceramic foam filter relies primarily on surface filtration — trapping inclusions at or near the filter face — a deep bed filter works through the entire thickness of its media bed. Molten aluminum travels through a packed column of graded ceramic media, and inclusions are captured progressively throughout that depth rather than at a single plane.
This distinction is important in practice. Ceramic foam filters are excellent for general foundry use, but their filtration depth is limited by their physical thickness — typically 50 mm or less. A deep bed filter’s media column can be several hundred millimeters deep, which is why it can reliably capture inclusions well below 50 microns, including the finest dispersed oxides and bifilms that slip straight through a foam filter.
There are currently three main filter types used across the aluminum industry:
- Plate-type (ceramic foam) filters — widely used in foundry and casthouse applications, effective for inclusions above roughly 20–50 µm.
- Tubular ceramic filters — used historically in continuous casting and rolling lines, but prone to cracking during hoisting and preheating. Cracks are difficult to detect and can allow inclusions to pass unnoticed, causing batch-scale quality failures downstream — a well-documented operational problem that raised both scrap rates and processing costs.
- Deep bed filters — the preferred solution for high-end billet, slab, and casting-rolling production where surface quality and mechanical property targets are the most demanding.
Major aluminum producers worldwide — including Alcoa, Novelis, and Hydro — have adopted deep bed filter technology for their premium product lines. The technology has been industry-validated over decades of use in hot rolling and large-slab casting operations, and its filtration physics are well understood.
If your project requires the use of deep bed filter, you can contact us for a free quote.
How Does Deep Bed Filtration Work? The Three Capture Mechanisms
The efficiency of a deep bed filter depends on the complex, tortuous path that molten aluminum must travel through the packed media bed. This path forces the melt into repeated directional changes, which dramatically increases the probability that a suspended inclusion will contact and adhere to a ceramic surface. Three distinct capture mechanisms operate in parallel:
Mechanical Interception
Inclusions larger than the gaps between adjacent media particles are physically blocked and cannot pass. This is the dominant mechanism for coarser particles — typically those above 100 µm — and operates throughout the bed but is most active in the coarser upper layers.
Sedimentation
Within the tortuous channels of the media bed, local flow velocities are low enough that heavier inclusions settle onto the surfaces of the alumina balls under gravity. This mechanism is particularly effective for denser oxide clusters and spinel agglomerates that tend to settle even in a moving melt stream.
Surface Adsorption
The most important mechanism for fine inclusions — those in the 1–20 µm range — is chemical and physical affinity between the inclusion surface and the alumina media. Aluminum oxide inclusions preferentially wet the sintered alumina surface rather than remain suspended in the metal, effectively gluing themselves to the media over the course of filtration.
The mathematical relationship governing deep bed filtration efficiency is well established. The rate at which filter media captures inclusions is proportional to the inclusion concentration in the melt at any given depth:
(∂N/∂t)z = KC
Where N is the quantity of inclusions captured, C is the inclusion concentration, t is filtration time, and K is a kinetic parameter that decreases as the media approaches its capture capacity:
K = K₀(1 – N/Nₘ)
Here, K₀ is the initial kinetic parameter (related to melt properties, gap geometry between media, and inclusion characteristics), and Nₘ is the maximum capture capacity of the filter. When N approaches Nₘ, K approaches zero — indicating that the media is saturated and filtration efficiency has dropped to an unacceptable level. This is the point at which media replacement is required.
The resulting filtration efficiency formula is:
η = 1 – exp(–K₀L/uₘ)
Where L is the media bed thickness and uₘ is the melt flow velocity through the media. This equation makes the design priorities clear: greater media depth and lower melt velocity both improve filtration efficiency. This is why deep bed filters are physically larger than foam filter boxes — the depth is not incidental, it is the mechanism.
What Are the Layers Inside a Deep Bed Filter?
A properly designed deep bed filter uses multiple graded media layers, each with a specific role in the overall filtration process. Combining these layers creates a progressive capture system that handles the full particle size distribution present in real casting melt.
| Layer Position | Media Type | Approximate Size | Primary Function |
|---|---|---|---|
| Top (inlet) | Coarse alumina balls | 20 – 30 mm | Even flow distribution; captures large inclusions and dross |
| Upper-middle | Medium alumina balls | 10 – 15 mm | Removes intermediate-size inclusions and oxide films |
| Lower-middle | Small alumina balls | 5 – 8 mm | Depth filtration of finer oxide clusters |
| Bottom (outlet) | Fine alumina grit | 1 – 3 mm | Captures smallest dispersed inclusions; final polish before exit |
Each layer transition in a deep bed filter acts as a checkpoint — inclusions that survive the coarser upper layers face progressively tighter capture conditions as the melt descends toward the outlet.
The alumina balls and grit used as filter media are sintered by a specialized process to achieve high density, smooth surfaces (which promote adhesion rather than inclusion bounce-off), chemical purity above 99 % Al₂O₃, and strong thermal shock resistance. Media quality directly determines both filtration efficiency and service life — low-grade media sheds particles that can contaminate the very melt it is supposed to clean.
What Are the Technical Specifications of a Deep Bed Filter?
| Parameter | Specification |
|---|---|
| Model | DBF-500 |
| Application Flow Rate | Up to 500 kg/h melt throughput |
| Filtration Media | Multi-layer sintered alumina (graded porosity) |
| Typical Inclusion Size Captured | ≥ 50 µm (macro); high efficiency above 100 µm |
| Metal Retention | < 0.8 % by weight |
| Operating Temperature | 650 °C – 760 °C |
| Maximum Temperature | 820 °C |
| Unit Weight (empty) | ~120 kg |
| Dimensions (L×W×H) | 800 × 600 × 1,200 mm (approx.) |
| Inlet / Outlet | 60 mm flanged, customizable |
| Pressure Drop (clean bed) | < 0.05 MPa |
| Filter Media Life | 200 – 600 melts (process dependent) |
| Construction Materials | High-grade refractory steel + ceramic media |
| Controls (optional) | PLC + level sensors + pneumatic actuator |
| Safety Features | Thermal shield, pressure relief, emergency stop |
| Certifications | CE ready; ISO manufacturing standard |
Filtration efficiency and media life both depend heavily on upstream melt treatment — alloy composition, degassing practice, flux treatment, and pouring temperature all affect how quickly the media bed reaches its inclusion capacity.
Why Do High-End Aluminum Products Require Deep Bed Filtration?
This is a question that comes up frequently in discussions between casthouse metallurgists and quality engineers. The short answer: ceramic foam filters are good, but they are not good enough for the most demanding aluminum products.
Consider double-zero aluminum foil — the ultra-thin foil used in food packaging and pharmaceutical blistering, with a nominal thickness of 0.006–0.009 mm. A single alumina inclusion of 30 µm in a rolling ingot will create a pinhole in the finished foil that makes the entire roll unusable. At that scale of quality demand, the filtration system has to work at a level that ceramic foam filters simply cannot deliver reliably.
The same logic applies to:
- Lithographic sheet — used for printing plates where surface purity directly determines print quality.
- Can body stock — high-speed forming and ironing operations crack at inclusions; the industry pushes inclusion limits well below what foam filters guarantee.
- Aerospace forgings and structural castings — fatigue life is inclusion-controlled, and aerospace certification bodies such as the European Aviation Safety Agency (EASA) and the FAA impose strict material cleanliness requirements on aluminum used in flight-critical structures.
Novelis, one of the world’s largest aluminum rolling companies, has publicly documented the role of deep bed filtration in their premium products. Alcoa’s technical literature on their aluminum casting processes similarly references depth filtration as the quality cornerstone for their highest-grade products.

Deep Bed Filter for Foundry
How Does Deep Bed Filtration Compare to Other Aluminum Melt Filtration Methods?
| Filtration Method | Finest Inclusion Removed | Continuous Operation | Suitable for Foil/Aerospace | Relative Equipment Cost |
|---|---|---|---|---|
| Fiberglass mesh filter | > 100 µm | No (single pour) | No | Very low |
| Ceramic foam filter (CFF) | 10 – 50 µm (40+ ppi) | No (single pour) | Marginal | Low–Medium |
| Tubular ceramic filter | 20 – 40 µm | Yes (with risk) | Marginal | Medium |
| Deep bed filter | 1 – 10 µm | Yes | Yes | Medium–High |
Deep bed filtration is the only method that combines true continuous operation capability with sub-10-micron inclusion capture — which is why it is the technology of choice for large-scale production of premium aluminum products.
The tubular ceramic filter, for all its historical use in continuous casting-rolling lines, has a well-documented operational problem: cracks that form during hoisting and preheating are nearly invisible, but they create unfiltered bypass channels. Inclusions in cast-rolled products from cracked tubular filters are difficult to trace back to the filtration step, which means the defects show up as batch-level scrap during downstream deep processing — an expensive and frustrating problem that deep bed filtration eliminates.
What Are the Known Challenges with Deep Bed Filters in Continuous Casting-Rolling Lines?
Deep bed filtration technology was originally developed for large-scale hot-rolling and large-slab casting operations — production environments characterized by long runs of a single alloy grade at consistent throughput. In those settings, the technology performs exceptionally well.
However, continuous casting-rolling lines have different operational characteristics, and applying deep bed filters in that environment comes with specific challenges that are worth addressing honestly:
① Alloy grade changes are difficult. Because the media bed retains metal from the previous campaign, switching from one alloy grade to another requires a complete media flush or replacement to avoid cross-contamination. In a casting-rolling line running multiple alloy grades, this creates significant transition waste.
② High thermal mass complicates temperature control. A fully charged deep bed filter contains a substantial mass of ceramic media that absorbs heat from the melt. Adjusting melt temperature quickly — as may be needed when casting practices change — is harder when a large thermal mass is in the circuit.
③ Media replacement is time-consuming. Unlike swapping a ceramic foam filter (a one-operator, five-minute job), replacing deep bed filter media is a 20–40 minute operation requiring trained maintenance personnel and careful handling of hot refractory material. In a continuous line, this downtime must be managed carefully.
These are known engineering trade-offs, not fatal flaws. Facilities that have incorporated deep bed filters into continuous casting-rolling lines typically address them through careful production scheduling, alloy family grouping, and preheating protocols that minimize temperature fluctuation in the filter body.
Installation, Operation, and Maintenance: What You Need to Know
Installation
Deep bed filter units must be mounted on a rigid, level base capable of supporting the combined weight of the unit and its metal charge. Inlet and outlet flange alignment is critical — even minor misalignment creates turbulence at the connections that can re-introduce inclusions. For continuous casting lines, integration of level sensors and automated valves allows media cartridge changes without full system shutdown when the unit is configured for that capability.
Preheating
This step is non-negotiable. The entire filter assembly — body and media — must be preheated to operating temperature (650 °C minimum) before the first melt contact. Insufficient preheat causes thermal shock cracking of the media and potentially the filter body, and creates cold spots where metal can freeze and block the bed. Gas burners positioned at the top of the filter box are the standard preheat method.
Routine Maintenance
After each shift, inspect the inlet face of the media bed for dross buildup and crust formation. A blocked inlet face restricts flow and forces melt through preferential channels, bypassing significant portions of the media depth and degrading filtration efficiency. Full media replacement frequency depends on throughput and melt cleanliness — typically every one to four weeks in production environments — but tracking pressure drop across the clean bed is the most reliable indicator. When pressure drop rises significantly above the baseline < 0.05 MPa, the bed is approaching saturation.
Spare parts to keep on hand: sintered ceramic media (both ball sizes and grit), flange gaskets, flange bolts, and thermocouple sensors if the unit is equipped with temperature monitoring.
If your operation uses ceramic fiber board or ceramic fiber blanket as furnace and launder insulation, maintaining those linings in good condition is equally important — eroding refractory linings downstream of the filter are one of the most common sources of re-contamination in otherwise well-filtered melt streams.
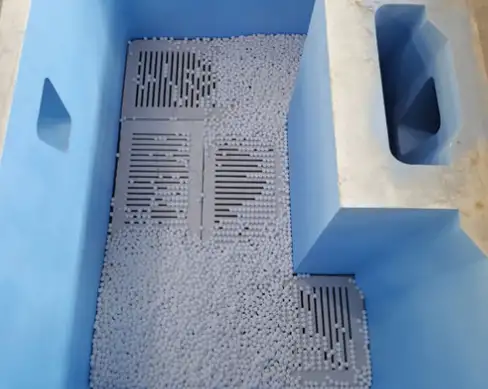
Deep Bed Filter structure for molten aluminum filtration showing alumina balls layers
Choosing Deep Bed Filter Media: What Specifications Matter?
The filter media — not the housing — is what actually does the filtration. Media quality determines both efficiency and service life, so the specifications deserve careful attention when evaluating suppliers.
| Media Parameter | Recommended Specification | Why It Matters |
|---|---|---|
| Al₂O₃ purity | ≥ 99 % | Chemical inertness to molten aluminum; no contamination |
| Apparent porosity | 2 – 8 % | Affects surface area available for inclusion adsorption |
| Water absorption | < 5 % | Low absorption prevents steam explosion during preheat |
| Compressive strength | ≥ 150 MPa | Resists crushing under media bed weight and thermal cycling |
| Thermal shock resistance | Survives 20 cycles, 20 °C ↔ 700 °C | Ensures media integrity through repeated heat-up and cool-down |
| Ball diameter tolerance | ± 0.5 mm | Uniform sizing ensures consistent packing density and gap size |
Media that meets these specifications will behave predictably across its service life — declining filtration efficiency will follow the theoretical model rather than dropping suddenly due to media degradation or fracture.
Working with a supplier who can provide traceable test data for each of these parameters — not just a general product description — is worth the extra effort in procurement. Substandard media that sheds fine ceramic particles into the melt is arguably worse than no filtration at all.
For the most demanding casting applications, pairing a well-maintained deep bed filter system with upstream degassing and flux treatment and proper launder system insulation creates a complete melt quality management system — one where each step reinforces the others and the final metal consistently meets the tightest inclusion specifications.
FAQ
1. What is a deep bed filter in aluminum casting?
A deep bed filter is a melt purification unit packed with graded layers of sintered alumina balls and grit. Molten aluminum passes through the full depth of the media bed, capturing non-metallic inclusions down to 1–10 microns — far finer than ceramic foam filters can achieve.
2. What is the working principle of a deep bed filter?
Three mechanisms work simultaneously: mechanical interception blocks large particles between media gaps, sedimentation settles denser inclusions under gravity within the tortuous flow path, and surface adsorption bonds fine oxide particles to the alumina media surface through chemical affinity.
3. How does deep bed filtration differ from ceramic foam filtration?
Ceramic foam filters trap inclusions mainly at the filter face across a 50 mm thickness. Deep bed filters capture inclusions throughout a media bed several hundred millimeters deep, achieving significantly higher removal efficiency for sub-50-micron particles.
4. What products require deep bed filtration?
Double-zero aluminum foil, lithographic sheet, can body stock, and aerospace structural alloys all require deep bed filtration. These applications set inclusion limits too tight for ceramic foam filters to meet consistently.
5. How long does deep bed filter media last?
Media life typically ranges from 200 to 600 melts depending on alloy composition, melt cleanliness, and throughput rate. A rising pressure drop across the bed — above the baseline of 0.05 MPa — is the most reliable signal that media replacement is due.
6. What filter media is used in deep bed filters?
High-purity sintered alumina (Al₂O₃ ≥ 99%) balls and grit in graded sizes, typically ranging from 1–3 mm fine grit at the outlet to 20–30 mm coarse balls at the inlet. Purity and compressive strength of the media directly determine filtration efficiency and service life.
7. Does a deep bed filter need preheating before use?
Yes, always. The entire unit — body and media — must reach at least 650 °C before melt contact. Skipping preheat causes thermal shock cracking of the media and risks metal freeze-off inside the bed, which can completely block metal flow.
8. What are the main limitations of deep bed filters?
Three practical challenges: alloy grade changes generate transition waste because the bed retains metal from the previous run; the high thermal mass makes rapid temperature adjustment difficult; and media replacement takes 20–40 minutes, longer than swapping a ceramic foam filter.
9. How does filtration efficiency relate to media bed thickness and flow rate?
Efficiency follows the equation η = 1 – exp(–K₀L/uₘ), where L is bed thickness and uₘ is melt velocity. Thicker media beds and slower flow rates both increase efficiency — which is why deep bed filters are physically larger than foam filter boxes.
10. Which major aluminum companies use deep bed filter technology?
Alcoa, Novelis, and Hydro all use deep bed filtration for premium product lines. The technology has been industry-validated across decades of large-scale hot-rolling and slab-casting operations worldwide.
Related posts:
 Deep Bed Filter for Foundry
Deep Bed Filter for Foundry
 Aluminum alloy deep bed filtration principle
Aluminum alloy deep bed filtration principle
 Deep Bed Filtering Device
Deep Bed Filtering Device
 Deep Bed Filters
Deep Bed Filters
 Metal Filtration Efficiency
Metal Filtration Efficiency
 Deep Bed Filter Device
Deep Bed Filter Device
 Deep Bed Filter
Deep Bed Filter
 Deep Bed Filtration
Deep Bed Filtration
 Foam Ceramic Filter for Aluminum Casting
Foam Ceramic Filter for Aluminum Casting
 Filtration Efficiency
Filtration Efficiency
 Alumina Foam Filter
Alumina Foam Filter
 Alumina Molten Metal Filter
Alumina Molten Metal Filter
 Deep Bed Devices
Deep Bed Devices
 Casting and Rolling Aluminum Alloy
Casting and Rolling Aluminum Alloy
 Ceramic Foam Filter For Casting
Ceramic Foam Filter For Casting





