
CFF filtration uses ceramic foam filters to remove non-metallic inclusions and oxide particles from molten aluminum during casting. This technique is now the most widely adopted melt cleanliness method in aluminum foundries and casthouse operations worldwide, capable of capturing inclusions down to 10–20 microns while maintaining high metal flow rates. Choosing the correct filter pore size, dimensions, and placement directly determines inclusion removal efficiency and final casting quality.
Aluminum Melt CFF Filtration
What Is CFF Filtration and Why Does It Matter?
CFF stands for ceramic foam filter — a porous, open-cell ceramic structure through which molten aluminum passes during the casting process. As the metal flows through the tortuous network of interconnected pores, suspended non-metallic particles (primarily alumina, spinels, and carbides) are captured on the internal surfaces through a combination of mechanical sieving, depth filtration, and surface adhesion.
Metal casting components show up in roughly 90 percent of manufactured goods and equipment — from safety-critical aircraft structural parts and automotive engine blocks to everyday household items. But in practice, molten aluminum always contains some level of impurities and inclusions that are harmful to the final cast product. These inclusions originate from several sources:
- Oxide films — during melting and processing, a film forms on the surface of the molten metal, composed mainly of aluminum oxide and oxides of alloying elements. Stirring, pouring, and transfer operations break this film apart and disperse it into the melt.
- Refractory erosion — furnace and launder linings shed particles into the metal over time.
- Flux residues and dross — byproducts of degassing and grain refining treatments.
- Entrapped gas porosity nuclei — finely divided non-metallic solids act as nucleation sites for hydrogen porosity during solidification.
Even with careful melt refining, some finely divided non-metallic solids remain trapped in the solidified metal. While these impurities may be tolerable in some rough castings, they become objectionable in quality aluminum castings — especially where a fine surface finish is required or where mechanical properties must meet aerospace or automotive specifications such as those defined in ASTM B26/B26M for aluminum alloy sand castings.
CFF filtration has been accepted across the industry as the most effective and cost-efficient method for reducing these inclusions during the casting of aluminum parts.
If your project requires the use of ceramic foam filter(CFF), you can contact us for a free quote.

ceramic foam filter from AdTech with expandable sealing gasket
How Does the CFF Filtration Process Work?
The filtration mechanism inside a ceramic foam filter is more complex than simple straining. Three distinct capture mechanisms operate simultaneously:
1. Mechanical sieving (cake filtration) — particles larger than the pore openings are physically blocked at the filter inlet face. Over time, a “cake” of captured inclusions builds up, which itself acts as a finer filter — improving efficiency but gradually restricting flow.
2. Depth filtration — smaller particles that pass through the surface pores travel into the interior of the filter, where they collide with cell walls and struts along the tortuous flow path. Van der Waals forces and the wettability difference between the ceramic surface and the inclusion particle cause adhesion.
3. Chemical/surface adhesion — the ceramic material (typically alumina- or silicon carbide–based) is specifically chosen so that common aluminum oxide inclusions preferentially wet and stick to the filter surface rather than remaining in the metal stream.
The result is that a well-selected CFF filter can capture inclusions ranging from large oxide skins (hundreds of microns) down to fine dispersed particles in the 10–20 micron range — all while maintaining a metal flow rate sufficient for practical casting operations.
| Filtration Mechanism | Particle Size Captured | Where It Occurs | Dominant In |
|---|---|---|---|
| Mechanical sieving | > pore size (e.g., > 600 µm for 30 ppi) | Filter inlet face | Early filtration stage |
| Depth filtration | 20 – 600 µm | Interior cell walls and struts | Mid-to-late filtration |
| Surface adhesion | 10 – 50 µm | Throughout filter body | Fine inclusion removal |
| Cake filtration | Progressively finer | Built-up cake layer on inlet | Extended pour runs |
The combination of all three mechanisms is what makes CFF filtration far more effective than simple mesh screens or fiberglass cloth filters for molten aluminum applications.

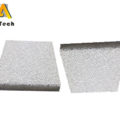
ceramic foam filters in manufacturing
What Are Ceramic Foam Filters Made Of?
Understanding how ceramic foam filters are manufactured helps explain why quality varies between suppliers — and why that quality difference shows up in your casting results.
How Are Ceramic Foam Filters Produced?
The production process follows these core steps:
- Foam template preparation — open-cell polyurethane foam is cut to the desired filter shape and dimensions. The pore count (measured in pores per inch, or ppi) of this template determines the final filter pore size.
- Ceramic slurry impregnation — the foam is immersed in a ceramic slurry formulated from alumina, silicon carbide, zirconia, or blended compositions depending on the target application. The slurry coats every strut and cell wall of the foam uniformly.
- Excess slurry removal — the impregnated foam passes through rollers or a compressed air station to remove excess slurry, ensuring open pores are not blocked.
- Drying — controlled low-temperature drying removes moisture without cracking the green coating.
- Baking and sintering — the part is fired at temperatures between 1200 °C and 1600 °C. The polyurethane foam burns out completely, leaving behind a rigid ceramic replica of the original foam structure — an interconnected network of hollow ceramic struts with open porosity.
- Quality inspection — finished filters are tested for dimensions, weight, cold compressive strength, porosity uniformity, and permeability. Thermal shock testing — typically by pouring liquid aluminum through the filter placed in a gating system — verifies that the filter can withstand the sudden temperature rise to 700–750 °C without cracking.
After the pouring process, test filters are sectioned and examined under microscopy to confirm that impurity particles have been captured effectively throughout the filter depth, not just on the surface.
| Filter Composition | Typical Service Temperature | Best Suited For | Relative Cost |
|---|---|---|---|
| Alumina (Al₂O₃) based | Up to 1100 °C | Aluminum alloy casting | Low–Medium |
| Silicon carbide (SiC) based | Up to 1500 °C | Aluminum, copper, iron | Medium |
| Zirconia (ZrO₂) based | Up to 1700 °C | Steel, superalloy casting | High |
| Alumina-SiC composite | Up to 1300 °C | Aluminum, specialty alloys | Medium |
For standard aluminum foundry and casthouse operations, alumina-based ceramic foam filters offer the best balance of filtration performance, thermal resistance, and cost.

ceramic foam filters in manufacturing
What Pore Size Should You Choose for CFF Filtration?
Pore size — expressed as pores per inch (ppi) — is the single most important selection parameter for a ceramic foam filter. A higher ppi count means smaller pores and finer filtration, but also higher flow resistance.
Getting this tradeoff right matters. If the ppi is too coarse, fine inclusions pass through and end up in your casting. If the ppi is too fine, you get premature clogging, reduced pour rate, and risk of cold shuts or misruns — especially on thin-wall castings where metal fluidity is already marginal.
Which PPI Grade Is Right for Your Application?
| PPI Grade | Approximate Pore Opening (mm) | Typical Application | Inclusion Removal Efficiency |
|---|---|---|---|
| 10 ppi | 2.5 – 3.0 | Rough castings, high flow rate required | Moderate — large inclusions only |
| 20 ppi | 1.5 – 2.0 | General foundry castings, ingot production | Good — removes most visible inclusions |
| 30 ppi | 1.0 – 1.5 | Quality castings, billet and slab production | Very good — captures inclusions > 50 µm |
| 40 ppi | 0.6 – 1.0 | Aerospace, automotive critical parts | Excellent — captures inclusions > 20 µm |
| 50–60 ppi | 0.4 – 0.6 | Ultra-clean metal for foil stock, can stock | Maximum — finest practical filtration |
Foundries running multiple product lines often stock two or three ppi grades and select based on the quality requirements of each specific casting order.
For primary aluminum casthouses producing rolling ingot or extrusion billet, 30 ppi is the most common workhorse grade. Automotive structural castings increasingly call for 40 ppi or finer, driven by OEM specifications that set maximum allowable inclusion content per unit area of polished cross-section — standards you can find referenced in Aluminum Association guidelines and individual OEM casting specifications.
How Does CFF Filtration Improve Casting Quality?
The practical benefits of effective CFF filtration show up across multiple quality metrics:
- Surface finish — removing oxide skins and particle clusters eliminates the most common source of surface defects, pinholes, and roughness on machined surfaces.
- Mechanical properties — inclusions act as stress concentrators. Removing them improves tensile strength, fatigue life, and elongation — particularly important in safety-critical automotive and aerospace components.
- Machinability — hard oxide and spinel inclusions cause premature tool wear during CNC machining. Cleaner metal means longer tool life and lower machining costs.
- Reduced porosity — fine non-metallic particles serve as nucleation sites for dissolved hydrogen to form gas pores. Filtering them out works synergistically with degassing to minimize porosity.
- Downstream process yield — for products like aluminum foil, can body stock, and lithographic sheet, even tiny inclusions cause pinholes or surface streaks that result in rejected coils. CFF filtration at the casthouse is the primary line of defense.
If your facility already uses ceramic fiber-lined launders and transfer systems, integrating a properly sized CFF filter into the launder line is straightforward and delivers immediate, measurable quality improvements.
Where Should You Place the CFF Filter in the Casting System?
Filter placement affects both filtration efficiency and operational practicality. The two most common configurations are:
In-line filtration (casthouse/continuous casting) — the filter is housed in a dedicated filter box positioned in the launder between the degassing unit and the casting mold or trough. This is standard practice in DC (direct chill) casting of billet and slab. The filter box is typically preheated to 500–600 °C before the cast begins to prevent thermal shock and premature metal freeze-off.
In-gating system filtration (foundry/gravity casting) — the ceramic foam filter is placed directly in the runner system of the sand or permanent mold. Metal flows through the filter under the head pressure of the pouring basin. This approach is common in gravity die casting and sand casting of shaped aluminum parts.
Each approach has advantages. In-line casthouse filtration handles large metal volumes and can be combined with other melt treatment steps. Gating system filtration is simpler and cheaper but limited to smaller pour volumes. Many operations use both — coarse filtration at the casthouse, followed by a finer filter in the individual mold gating system for maximum cleanliness.
installation of CFF in the Casting System
What Common Problems Occur During CFF Filtration?
Why Does the Filter Crack When Metal Hits It?
Thermal shock cracking happens when a cold or inadequately preheated filter receives molten aluminum at 700 °C or above. The fix is proper preheat — bring the filter to at least 400–500 °C before contact with metal. Infrared heaters or gas burners positioned in the filter box are standard practice.
Why Does Metal Flow Slow Down or Stop Mid-Pour?
Premature clogging usually means the incoming metal is dirtier than expected, or the ppi grade is too fine for the inclusion load. Options include switching to a coarser ppi grade, increasing the filter area (a larger filter or multiple filters in parallel), or improving upstream melt treatment — better degassing, flux treatment, or dross removal before the metal reaches the filter.
Why Do Inclusions Still Appear in Castings After Filtration?
If post-filtration inclusions persist, look downstream of the filter. Re-oxidation in launders, turbulent metal transfer, or eroding refractory linings between the filter and the mold are common culprits. CFF filtration can only clean the metal at the point of filtration — everything after that point must also be managed. Using high-quality refractory launder linings helps prevent re-contamination of filtered metal.
How to Evaluate a CFF Filter Supplier
Not all ceramic foam filters are created equal. Poorly made filters have uneven pore distribution, weak struts that shed ceramic particles into the melt (creating new inclusions), or inconsistent dimensions that don’t fit your filter box properly. When evaluating suppliers, ask for:
- Cold compressive strength data — minimum 0.8–1.0 MPa for alumina-based filters at 30 ppi.
- Porosity and permeability test reports — confirms uniform pore structure.
- Chemical composition certificates — verifies the ceramic formulation matches what’s claimed.
- Dimensional tolerance guarantees — typically ± 1.0 mm on length and width, ± 0.5 mm on thickness.
- Proven track record in aluminum casting — look for suppliers serving established foundries and casthouses, not just selling on price.
Ceramic foam filters work as a system alongside your other melt quality tools — degassing rotors, grain refiners, and furnace insulation. A supplier who understands that bigger picture and can advise on filter selection, placement, and preheat practice delivers more value than one who simply ships boxes of filters.
Getting the Most from CFF Filtration in Your Operation
A few practical habits make a real difference in day-to-day filtration performance:
- Always preheat. Cold filters crack. Preheating to 500 °C eliminates thermal shock risk and prevents the leading edge of the metal from freezing in the filter pores.
- Match ppi to your quality target. Don’t over-filter — it costs flow rate and increases clogging risk. Don’t under-filter — your castings suffer.
- Inspect every filter before use. Look for cracks, chipped edges, and blocked pores. A damaged filter is worse than no filter because it creates a false sense of security.
- Track filtration data. Log which ppi grade you used, pour weight, flow time, and any downstream quality issues. Over weeks and months, this data reveals patterns that guide optimization.
- Control everything downstream of the filter. The cleanest filtered metal in the world can be ruined by a turbulent launder transition or a degraded trough lining. Protect your investment in filtration by maintaining the entire metal path.
CFF filtration remains the most practical, proven, and cost-effective technology for producing clean aluminum castings — from commodity ingot to the most demanding aerospace forgings. Getting the details right on filter selection, placement, and handling is what separates good results from great ones.

CFF Filtration
FAQ
1. What does CFF stand for in filtration?
CFF stands for ceramic foam filter — a porous ceramic device used to remove non-metallic inclusions and oxide particles from molten aluminum during the casting process.
2. How does CFF filtration work?
Molten aluminum passes through the interconnected pore network of a ceramic foam filter. Inclusions are captured by three mechanisms: mechanical sieving at the surface, depth filtration along internal cell walls, and chemical adhesion between the ceramic and oxide particles.
3. What ppi means in ceramic foam filters?
PPI stands for pores per inch. It measures how many pore openings exist per linear inch across the filter face. Higher ppi means finer pores, better inclusion removal, but slower metal flow rate.
4. What is the most common ppi grade for aluminum casting?
30 ppi is the most widely used grade for general aluminum billet and slab casting. Automotive and aerospace applications typically require 40 ppi or finer for stricter inclusion control.
5. What temperature can ceramic foam filters withstand?
Alumina-based ceramic foam filters used for aluminum casting are rated for continuous service up to 1100 °C — well above the typical molten aluminum processing temperature of 700–750 °C.
6. Do ceramic foam filters need to be preheated?
Yes. Filters should be preheated to at least 400–500 °C before contact with molten metal. Skipping preheat causes thermal shock cracking and risks metal freeze-off inside the filter pores.
7. Are ceramic foam filters reusable?
No. CFF filters are single-use consumables. After one pour, the pore structure is filled with captured inclusions and the ceramic may be partially degraded, making reuse ineffective and risky.
8. What inclusions does CFF filtration remove from aluminum?
CFF filtration captures alumina (Al₂O₃) films and particles, magnesium oxide spinels, carbides, flux residues, and other non-metallic solids suspended in molten aluminum — typically down to 10–20 microns with a 40 ppi filter.
9. Where should the ceramic foam filter be placed in the casting system?
In casthouses, the filter sits in a heated filter box in the launder between the degassing unit and the casting mold. In foundries, it is placed directly in the runner or gating system of the mold.
10. What happens if the wrong ppi grade is used?
Too coarse a filter allows fine inclusions to pass through, degrading casting quality. Too fine a filter clogs prematurely, slows metal flow, and can cause cold shuts or incomplete mold filling.
Related posts:
 Foam Ceramic Filters
Foam Ceramic Filters
 Ceramic Foam Filters
Ceramic Foam Filters
 Ceramic Filters for Foundry
Ceramic Filters for Foundry
 Alumina Filter Ceramic Foam
Alumina Filter Ceramic Foam
 Ceramic Foam Filter for Sale
Ceramic Foam Filter for Sale
 CFF Filter
CFF Filter
 Ceramic Foam Filter Canada
Ceramic Foam Filter Canada
 Porous Ceramic Filter for Foundry
Porous Ceramic Filter for Foundry
 Foam Ceramic Casting Filter
Foam Ceramic Casting Filter
 Ceramic Foam Filter Manufacturing Process: What Determines Filtration Performance Beyond PPI?
Ceramic Foam Filter Manufacturing Process: What Determines Filtration Performance Beyond PPI?
 Ceramic Foam Filter China
Ceramic Foam Filter China
 Porous Ceramic Filters
Porous Ceramic Filters
 Open Cell Foam Filter Materials
Open Cell Foam Filter Materials
 Asian Foundry Filters
Asian Foundry Filters
 Ceramic Foam Filter Installation
Ceramic Foam Filter Installation





