
An aluminum casthouse is the facility where molten aluminum is treated, refined, and solidified into semi-finished products such as billets, slabs, T-ingots, and wire rod. The equipment installed determines metal cleanliness, alloy consistency, microstructural quality, and overall production efficiency. This article provides a detailed technical overview of each equipment category—from melting furnaces through degassing units, filtration systems, launder assemblies, and casting machines—explaining how they function individually and as an integrated aluminum casting system.
Equipment in aluminum casting
What Types of Furnaces Are Used in an Aluminum Casthouse?
Furnaces represent the first and most energy-intensive stage of casthouse operations. They are divided into two functional categories: melting furnaces and holding furnaces.
Melting Furnaces
Gas-fired reverberatory furnaces remain the most common melting units in primary and secondary aluminum casthouses. These rectangular, refractory-lined chambers use overhead burners to radiate heat downward onto the charge material, which may include primary aluminum T-bars, sows, recycled scrap, or a mixture of all three.
Typical specifications for reverberatory melting furnaces:
| Parameter | Standard Range | High-Efficiency Target |
|---|---|---|
| Capacity | 30–120 metric tons | Application-specific |
| Melt rate | 5–25 tons/hour | Depends on burner configuration |
| Melt loss | 1–5% | < 1.5% with electromagnetic stirring |
| Energy consumption | 700–1,200 kWh/ton | < 800 kWh/ton |
| Temperature uniformity | ±10–15°C | ±5°C with active stirring |
| Campaign life (refractory) | 3–7 years | > 5 years with scheduled maintenance |
For operations processing painted, coated, or heavily contaminated scrap, rotary tilting furnaces are preferred. The rotating drum action provides aggressive mixing and higher metal recovery from complex scrap streams. Some facilities also employ shaft furnaces for clean scrap, achieving thermal efficiencies above 50% by using exhaust gases to preheat the incoming charge.
Electromagnetic stirring systems, when retrofitted or integrated into melting furnaces, improve temperature uniformity and accelerate alloy dissolution. They also reduce dross generation by minimizing the vortex effect that pulls surface oxide into the melt.
Holding Furnaces
Once melted, aluminum is transferred to holding furnaces where it undergoes alloying, temperature conditioning, and composition verification before casting. Holding furnaces typically range from 20 to 80 tons in capacity. They operate at lower burner intensity than melting furnaces, prioritizing temperature stability over melt rate.
The metallurgical importance of the holding stage is often underestimated. Prolonged holding at elevated temperatures increases hydrogen absorption from atmospheric moisture. Conversely, insufficient superheat leads to premature solidification in the launder system. A standard holding temperature for wrought alloys falls between 700°C and 740°C, depending on the specific alloy and casting method.
Refractory condition in holding furnaces directly affects metal cleanliness. Degraded linings shed refractory particles into the melt, introducing non-metallic inclusions that persist through downstream treatment. Refractory inspection and maintenance schedules based on measured wear—rather than fixed calendar intervals—yield measurably better inclusion control.
How Does Degassing Equipment Work in Aluminum Casting?
Dissolved hydrogen is the primary gaseous impurity in molten aluminum. Its solubility in liquid aluminum at 720°C is approximately 0.65 mL/100g Al, but at the solidification point (660°C), solubility drops to roughly 0.034 mL/100g Al in the solid state. This sharp solubility decrease during freezing causes hydrogen to precipitate as porosity within the cast product.
The target for most quality-sensitive aluminum casting operations is to reduce dissolved hydrogen to below 0.10 mL/100g Al. For aerospace and thin-gauge foil applications, levels below 0.07 mL/100g Al are often specified.
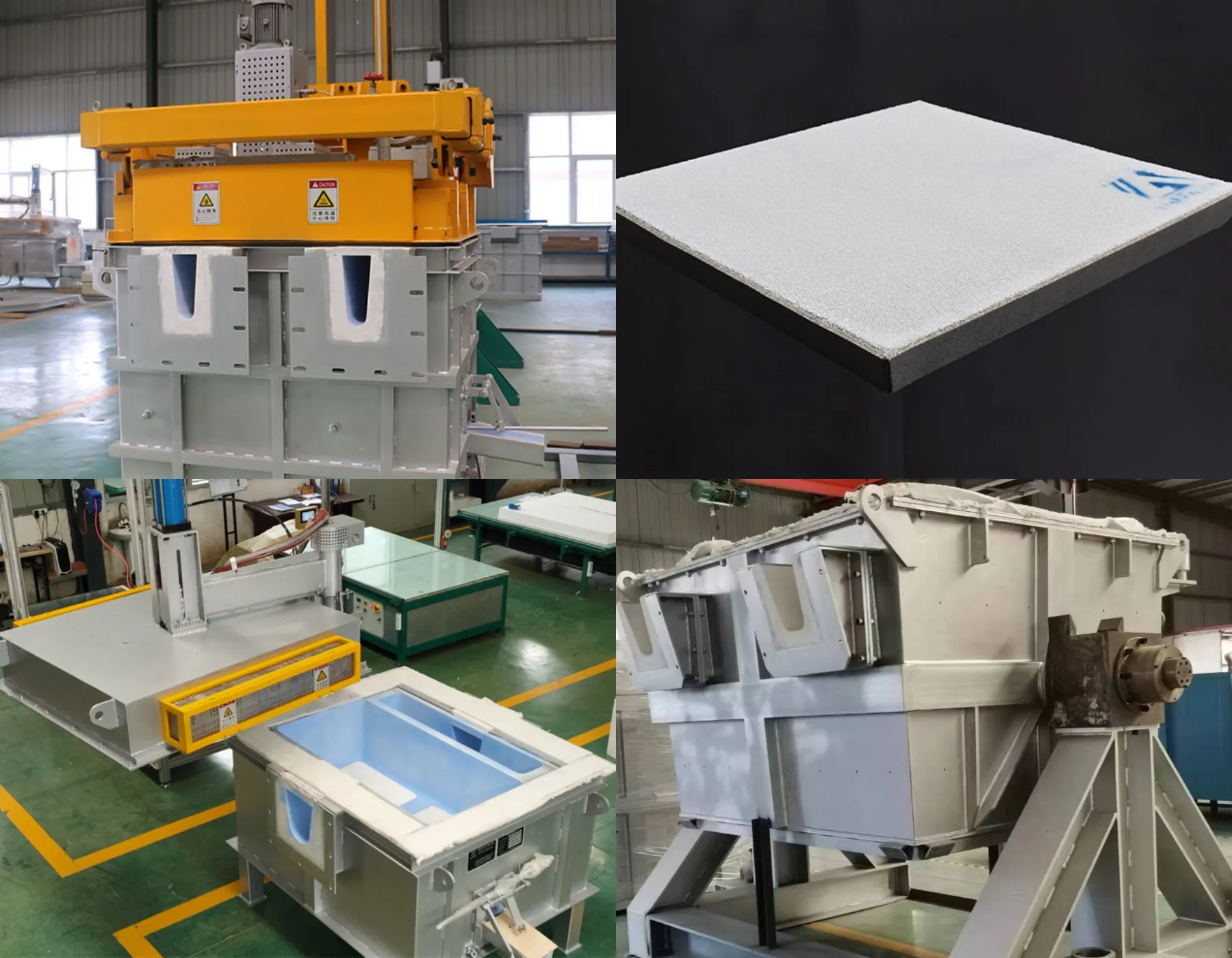
Rotary Degassing Units
Rotary degassing is the standard method for hydrogen removal. An inert gas—argon, nitrogen, or a mixture of both—is injected into the melt through a spinning graphite or silicon carbide rotor. The rotor shears the gas stream into fine bubbles, typically 2–5 mm in diameter. As these bubbles rise through the melt, dissolved hydrogen diffuses into them due to the partial pressure gradient between the melt and the bubble interior.
The efficiency of degassing depends on several interrelated factors:
- Bubble size: Smaller bubbles provide a higher surface-area-to-volume ratio and longer residence time, improving mass transfer efficiency
- Rotor speed: Typically 350–500 RPM; excessive speed creates a surface vortex that re-entrains oxide into the melt
- Gas flow rate: Must be balanced against rotor speed to prevent bubble coalescence
- Treatment time: 8–15 minutes for batch degassing; continuous inline units treat metal during transfer
Modern online degassing units operate as inline systems positioned in the launder between the holding furnace and the casting machine. Multi-rotor configurations—two or three rotors in series within a single heated chamber—achieve more consistent hydrogen removal than single-rotor batch treatments, particularly at high metal flow rates.
An important operational detail: the purge gas purity must be maintained above 99.995% for argon and 99.998% for nitrogen. Trace moisture in the carrier gas directly counteracts the degassing process by reintroducing hydrogen at the gas-melt interface.

degassing equipment
Flux Injection Through the Degassing System
Many degassing units include the capability to inject powdered or granular flux through the rotor along with the purge gas. This combined treatment achieves simultaneous degassing and inclusion flotation in a single step.
Flux types used in aluminum casting include:
- Covering flux: Protects the melt surface from atmospheric oxidation
- Cleaning flux: Reacts with and wets alumina inclusions, facilitating separation
- Drossing flux: Assists in recovering metallic aluminum from surface dross
- Sodium-free flux: Required for alloys where sodium contamination causes hot shortness (e.g., Al-Si casting alloys)
Automated flux injection through the degassing rotor provides more uniform flux distribution compared to manual surface application, and reduces operator exposure to fluoride-containing fumes.

flux for aluminum casting
What Filtration Systems Remove Inclusions from Molten Aluminum?
Even after degassing and fluxing, molten aluminum contains suspended non-metallic inclusions—primarily alumina (Al₂O₃), magnesium oxide (MgO), spinels (MgAl₂O₄), and carbides (Al₄C₃). These solid particles, ranging from 1 to over 100 microns, cause surface defects, reduced fatigue life, pinholes in thin-gauge rolled products, and machining difficulties if they reach the final casting.
Ceramic Foam Filter (CFF) Systems
Ceramic foam filters are the most widely deployed filtration technology in aluminum casthouses worldwide. Molten metal is forced through the open-cell structure of a rigid ceramic foam, where inclusions are captured by a combination of mechanical sieving (particles larger than the pore opening are physically trapped) and depth filtration (smaller particles adhere to the internal cell walls through surface energy effects).
CFF filters are graded by pore density in PPI (pores per inch):
| CFF Grade (PPI) | Target Application | Approximate Minimum Particle Capture |
|---|---|---|
| 20 PPI | Remelt ingot, general foundry | > 80 μm |
| 30 PPI | Standard extrusion billet | > 50 μm |
| 40 PPI | Quality billet and slab | > 30 μm |
| 50 PPI | Can body stock, automotive sheet | > 20 μm |
| 60–80 PPI | Aerospace plate, foil stock | > 10 μm |
The selection of PPI grade involves a tradeoff between filtration efficiency and flow capacity. Higher PPI filters remove finer inclusions but impose greater flow resistance, potentially requiring larger filter box dimensions or reduced casting speed to maintain adequate metal head.
AdTech produces a comprehensive range of ceramic foam filters for aluminum casting across all standard PPI ratings, engineered for compatibility with industry-standard filter box designs. Proper filter installation and preheat are critical operational factors: the CFF must be heated to a minimum of 500°C before metal contact to prevent thermal shock fracture and localized freezing within the filter body.

ceramic foam filter
Deep Bed Filters (DBF)
For the highest-purity applications—lithographic sheet, capacitor foil, aerospace-specification plate—deep bed filters provide superior inclusion removal capability. These systems pass molten aluminum through a packed bed of tabular alumina or alumina ball grains, typically 400–600 mm deep. The tortuous flow path and large total surface area capture inclusions down to a few microns in diameter.
Deep bed filters achieve PoDFA inclusion values below 0.1 mm²/kg, compared to 0.2–0.5 mm²/kg for high-grade CFF filtration. The cost tradeoff involves higher capital investment, larger floor space requirements, and periodic bed media replacement.
Many casthouses producing mixed product grades use a tiered approach: CFF filtration for standard products and deep bed filtration reserved for premium product lines.

deep bed filter
What Is the Role of the Launder System in Metal Transfer?
The launder system—the network of heated refractory-lined channels connecting the holding furnace to the degasser, filter, and casting machine—is a frequently underappreciated component of casthouse equipment. Its design and condition directly affect casting temperature consistency, oxide generation, and overall metal cleanliness.
Critical Launder Design Parameters
Temperature loss is a primary concern. Unheated launders lose approximately 1–3°C per linear meter of channel length, depending on launder cross-section, cover design, and ambient conditions. Electric resistance or gas-fired launder heating systems maintain metal temperature within the tight casting window, which for most DC casting operations is ±5°C.
Turbulence control is equally important. Any abrupt change in flow direction, sudden drops, or poorly fitted launder joints generates fresh oxide by exposing clean metal to the atmosphere. Best practice dictates smooth radius transitions at bends, gasket-sealed joints between launder sections, and covered designs to limit atmospheric contact.
Refractory selection for launders requires materials that are non-wetting to molten aluminum, resistant to thermal cycling, and low in porosity to prevent metal infiltration. Fused silica-based castables and high-purity alumina linings are standard materials. Degraded launder refractories are a documented source of inclusion contamination; routine inspection and replacement between casting campaigns is essential.
Quality-engineered launder and trough systems incorporate modular construction for rapid section replacement, integrated heating elements, and insulated removable covers. These design features collectively reduce temperature variation and oxide generation during metal transfer.
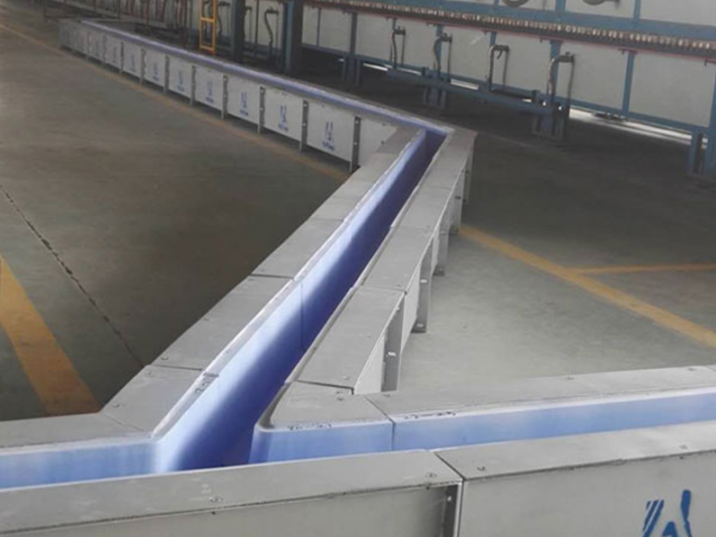
aluminum launder system
How Does Grain Refinement Affect Aluminum Casting Microstructure?
Grain refinement controls the solidification structure of the cast product by introducing heterogeneous nucleation sites into the melt. Without grain refinement, DC cast billets tend to develop coarse columnar grain structures growing inward from the mold wall. This columnar structure is prone to hot cracking during casting and produces inferior mechanical properties after subsequent thermomechanical processing.
Grain Refiner Types and Addition Methods
The standard grain refiner for most aluminum alloys is Al-5Ti-1B master alloy, supplied as a continuous coiled rod (typically 9.5 mm diameter). The active nucleating particles are titanium diboride (TiB₂), approximately 1–5 μm in diameter, suspended in the aluminum-titanium matrix.
| Grain Refiner Type | Composition | Primary Application | Typical Addition Rate |
|---|---|---|---|
| Al-5Ti-1B | 5% Ti, 1% B, bal. Al | General wrought alloys (1xxx–6xxx) | 1–2 kg/ton |
| Al-3Ti-1B | 3% Ti, 1% B, bal. Al | Applications requiring lower Ti pickup | 1.5–3 kg/ton |
| Al-3Ti-0.15C | 3% Ti, 0.15% C, bal. Al | Zr/Cr-containing alloys (7xxx, some 3xxx) | 1.5–2.5 kg/ton |
| Al-5Ti-0.2C | 5% Ti, 0.2% C, bal. Al | High-Zr alloys, specific 7xxx grades | 1–2 kg/ton |
The grain refiner rod is fed continuously into the launder at a controlled rate using a motorized feeder. The feed position is critical: it must allow sufficient contact time (minimum 2–3 minutes of residence in the melt) for effective nucleation, but not so far upstream that TiB₂ particles settle out in the furnace or launder. The optimal position is typically in the launder section between the degassing unit and the filter box.
An important metallurgical consideration is the “poisoning” effect observed in alloys containing zirconium (Zr) or chromium (Cr). These elements form compounds with boron that deactivate TiB₂ nucleation sites. For 7xxx series alloys and other Zr-bearing compositions, titanium carbide (TiC)-based grain refiners such as Al-3Ti-0.15C provide significantly better grain refinement performance than TiB₂-based alternatives.
What Types of Casting Machines Are Used in Aluminum Casthouses?
Direct Chill (DC) Casting
DC casting is the predominant process for producing large-format aluminum billets, slabs, and extrusion logs. In this semi-continuous process, molten aluminum flows through a distribution system into an array of water-cooled molds. A hydraulic ram lowers the starter block at a controlled speed, drawing the solidifying casting downward while water jets impinge directly onto the emerging ingot surface to extract heat.
Key DC casting parameters include:
- Casting speed: 40–120 mm/min for billets (diameter-dependent); 30–80 mm/min for rolling slabs
- Water flow: 1.5–4.0 L/min per cm of mold perimeter
- Mold length: 50–100 mm for hot-top mold designs
- Cast length: Up to 7 m for billets; up to 10 m for slabs
- Metal superheat at mold entry: Typically 30–50°C above the liquidus temperature
Modern DC casting installations use hot-top mold technology, where an insulated refractory header sits above the water-cooled mold body. This design creates a controlled air gap between the initial solidifying shell and the mold wall, permitting a brief reheating of the surface before secondary water contact. The result is improved surface quality and reduced susceptibility to surface cracking, particularly for crack-sensitive alloys such as 6082, 7050, and 7075.
Level-pour automation systems that maintain constant metal head in each mold are now standard in modern casthouses. These systems use laser or float-type sensors to monitor metal level in real time, adjusting flow through the distribution nozzle or pin stopper accordingly.
Horizontal Continuous Casting
Horizontal casting systems offer lower capital costs and smaller facility footprints than vertical DC installations. Metal feeds horizontally into an oscillating water-cooled mold, and the solidified billet or bar is withdrawn by a pinch-roll system. This technology is generally limited to smaller billet diameters (typically up to 250 mm) and narrower alloy ranges than vertical DC casting.
What Monitoring and Control Systems Are Essential?
Effective process control requires accurate measurement at every stage. The following instruments and systems are standard in modern casthouse operations:
| Measurement Point | Instrument / Method | Target Accuracy |
|---|---|---|
| Metal temperature | Immersion thermocouples, continuous-contact sensors | ±2°C |
| Dissolved hydrogen | ALSCAN, Telegas, or Reduced Pressure Test (RPT) | ±0.01 mL/100g |
| Inclusion content | PoDFA (porous disc filtration analysis), LiMCA (liquid metal cleanliness analyzer) | Semi-quantitative to quantitative |
| Alloy composition | Optical emission spectrometry (OES) | ±0.005% for major elements |
| Metal level in mold | Laser sensors, float-type sensors | ±1 mm |
| Cooling water flow | Electromagnetic flow meters | ±2% of reading |
| Casting speed | Encoder on hydraulic ram | ±0.5 mm/min |
Process automation—including automated alloy addition, programmable casting drop sequences, and closed-loop water flow control—reduces variability and improves cast-to-cast consistency. Operations that fully integrate furnace-to-casting data logging gain the additional benefit of statistical process control and traceability, which are requirements for aerospace and automotive quality certifications (e.g., AS9100, IATF 16949).
How Does the Complete Casthouse System Integrate?
Each piece of equipment in the casthouse operates as one element of a sequential metallurgical process. The standard production flow is:
- Charging and melting in the melting furnace
- Alloying, skimming, and temperature conditioning in the holding furnace
- Degassing and flux treatment via inline rotary degassing unit
- Grain refiner addition in the launder upstream of filtration
- Filtration through CFF or deep bed filter
- Casting via DC or horizontal casting machine
- Sawing, homogenization, and handling as post-cast operations
A fundamental principle of casthouse metallurgy is that each treatment stage addresses specific quality parameters and cannot compensate for deficiencies in another stage. Filtration cannot remove dissolved hydrogen; degassing cannot eliminate solid oxide inclusions above a certain size; grain refinement cannot correct an out-of-specification alloy composition. Each stage must meet its own performance targets for the final cast product to achieve specification.
This is precisely why equipment selection should be approached as a system-level engineering exercise. The degasser throughput must match the casting rate. The filter box capacity must accommodate the metal flow without excessive head buildup. The launder geometry must provide adequate residence time for grain refiner contact while minimizing temperature loss. Reliable suppliers of integrated aluminum casthouse equipment engineer these interdependencies into their product lines, ensuring dimensional and performance compatibility across the full treatment chain.
Conclusion
The equipment in an aluminum casthouse—furnaces, degassing systems, filtration units, launders, grain refiners, casting machines, and process control instrumentation—forms an integrated system where each component directly influences final product quality. Selecting, maintaining, and operating this equipment based on metallurgical fundamentals rather than habit or convention is what separates high-yield, high-quality casting operations from those that struggle with scrap rates and customer rejections. Understanding the function and limitations of each stage is essential for any engineer, metallurgist, or plant manager involved in aluminum casting operations.
FAQ
1. What is an aluminum casthouse?
An aluminum casthouse is a facility where molten aluminum is melted, alloyed, treated for impurities, and cast into semi-finished products such as billets, slabs, and ingots for downstream processing.
2. What is the main purpose of degassing in aluminum casting?
Degassing removes dissolved hydrogen from molten aluminum using inert gas injection. This prevents hydrogen porosity—the most common internal defect in aluminum castings—during solidification.
3. What temperature is aluminum held at before casting?
Molten aluminum is typically held between 700°C and 740°C before casting, depending on the specific alloy composition and the casting method used.
4. What does a ceramic foam filter do in aluminum casting?
A ceramic foam filter removes solid non-metallic inclusions such as alumina and spinels from molten aluminum by trapping particles as the metal passes through its porous ceramic structure.
5. What gas is used for aluminum degassing?
Argon and nitrogen are the two most commonly used gases for aluminum degassing. Argon is preferred for high-purity applications due to its complete chemical inertness with molten aluminum.
6. What is DC casting in aluminum production?
Direct chill (DC) casting is a semi-continuous process where molten aluminum solidifies in a water-cooled mold while a hydraulic ram lowers the ingot at a controlled speed, producing billets or slabs.
7. Why is grain refinement necessary in aluminum casting?
Grain refinement introduces TiB₂ or TiC nucleation particles into the melt to promote a fine, equiaxed grain structure. Without it, castings develop coarse columnar grains that are prone to cracking.
8. How are inclusions measured in molten aluminum?
Inclusions are measured using PoDFA (porous disc filtration analysis) or LiMCA (liquid metal cleanliness analyzer). PoDFA provides a metallographic assessment; LiMCA gives real-time particle counting.
9. What is melt loss in an aluminum furnace?
Melt loss is the percentage of aluminum lost to oxidation and dross formation during melting. Typical melt loss ranges from 1% to 5%, depending on charge material, furnace type, and stirring method.
10. What PPI filter is best for aluminum billet casting?
For standard extrusion billet production, 30 to 40 PPI ceramic foam filters are most commonly used. Higher-quality billets for aerospace or automotive applications may require 50 PPI or above.
Related posts:
 Casthouse Ceramic Foam Filter
Casthouse Ceramic Foam Filter
 Casthouse Ceramic Foam Filters
Casthouse Ceramic Foam Filters
 Casthouse Flux
Casthouse Flux
 Casthouse Filter
Casthouse Filter
 Degassing Filter Equipment
Degassing Filter Equipment
 Online Aluminum Melt Processing
Online Aluminum Melt Processing
 Aluminum Liquid Degassing Equipment
Aluminum Liquid Degassing Equipment
 Molten Metal Degassing Equipment
Molten Metal Degassing Equipment
 Plate Filter Equipment
Plate Filter Equipment
 Launder system application and performance
Launder system application and performance
 Box Type Degassing Equipment
Box Type Degassing Equipment
 Degassing Equipment for Molten Aluminum
Automatic discharge device for filter equipment
Degassing Equipment for Molten Aluminum
Automatic discharge device for filter equipment
 Molten Metal Filtering Equipment
Molten Metal Filtering Equipment
 Purification Equipment for Aluminum
Purification Equipment for Aluminum





