
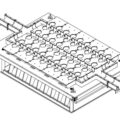
Air slip casting is also called gas-pressurized hot top casting. It is a new casting technology developed on the basis of the hot top, which introduces a mixture of air and lubricating oil at the junction of the lower edge of the hot top and the mold, so that oil/gas mixture lubrication heat curtain is formed between the melt or ingot and the mold.
Oil and gas constitute a continuous lubrication system, forming an oil/gas mixed lubrication air curtain between the mold and the melt, controlling the pressure and flow of the oil and gas, so that the generated oil/air curtain is stable and static with the melt. The pressure changes are balanced. Under the action of gas pressure, the liquid metal or ingot does not contact the mold wall, and the oil itself is an insulator. The heat loss of the melt through the mold wall is slowed down, and even the primary cooling caused by the mold wall is eliminated. The secondary cooling solidifies into an ingot, so the crystal grains are fine and the surface is smooth.

Factors Affecting Air Slip Hot Top Casting
Precision of crystallizer. Air-slip hot top casting is to use the back pressure generated by oil/gas to balance the static pressure of the hot top melt to support the formation of the melt. The melt is directly cooled and solidified into an ingot without contact with the mold, and the cooling point is near the solid-liquid interface, the solidification profile of the gas-slip casting mold is similar to that of electromagnetic casting. Therefore, the air-slip casting mold is required to be very precise.
Height of crystallizer. In the crystallizer, any change in the heat dissipation rate of the initial solidification point of the ingot will sensitively affect the formation of the condensate shell. When solidification shrinks, an air gap is formed between the condensate shell and the crystallizer, which can easily cause segregation and affect the surface quality of the ingot. Reducing the degree of crystallizer can reduce the contact surface between the semi-solid shell and the crystallizer, the residence time of the melt in the primary cooling zone is shortened, the secondary remelting is reduced, and the surface quality of the ingot is good.
Cooling intensity. The air-slip casting crystallizer has a short high degree, and there is almost no primary cooling. When the melt is solidified, the heat is almost taken away by the secondary cooling water. In order to ensure a stable height of the liquid cavity and prevent the upward movement of the solid line and the occurrence of smelting and aluminum leakage, it is required that the secondary water flow rate is uniform, sprayed on the ingot position accurately, and the cooling intensity is appropriate.
The amount and pressure of the lubricating oil. A suitable oil-air lubrication system is the core of air-slip casting. Due to the change in the height of the aluminum and aluminum alloy melt in the hot top and the alloy transformation, the static pressure directly applied to the mold also changes accordingly. A large friction force is generated between the condensate shell and the mold, and the primary cooling changes with it. . In order to eliminate the adverse effects, it is necessary to establish a suitable insulating and lubricating film between the mold and the melt. Air-slip casting uses a lubricating system of lubricating oil and compressed air to establish a stable lubricating oil and gas back pressure in the mold that is compatible with the environment. This back pressure can be compared to prestress to form an oil/gas mixture lubricating air curtain, Balance the static pressure of the melt on the mold, and use the secondary cooling water to directly spray the upstream heat conduction distance of the ingot shell to control the solidification and shape, and complete the required ingot quality. If compressed air is not added to the crystallizer, the melt directly acts on the inner wall of the crystallizer, and the heat of the melt is taken away by the primary cooling to form a condensed shell. When compressed air is introduced, the melt does not directly contact the mold wall, forming an air curtain.
Related posts:
 Hot Top Casting Technology
Hot Top Casting Technology
 Hot Top Casting for Aluminum
Hot Top Casting for Aluminum
 Casting Platform
Casting Platform
 Aluminum Rod Casting Platform
Aluminum Rod Casting Platform
 Cast Aluminum Bushing
Cast Aluminum Bushing
 Hot Top Casting
Hot Top Casting
 LHC Casting System
LHC Casting System
 Aluminum Ingot Smelting and Casting
Aluminum Ingot Smelting and Casting
 Casting Molten Aluminum
Casting Molten Aluminum
 Heat Balance
Heat Balance
 Porosity in Casting
Porosity in Casting
 Bubbles of Aluminum Alloy
Bubbles of Aluminum Alloy
 Aluminum Ingot Casting
Aluminum Ingot Casting
 Aluminum Casting Tips
Aluminum Casting Tips
 Casting Nozzle
Casting Nozzle





