
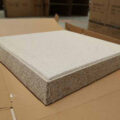
Ceramic foam filter for casting can improve the metal purity of ALVANCE aluminium foundry, improve its quality, reduce filtration costs, and improve product competitiveness.
ALVANCE is a global integrated aluminium business, brings together assets across the aluminium supply chain – from raw materials through to semi-finished components. ALVANCE owns and operates Europe’s largest Aluminium smelter situated in Dunkerque, France, as well as the only smelter in the United Kingdom – ALVANCE British Aluminium. Powered entirely by sustainable hydro energy, ALVANCE British Aluminium is also one of the greenest sites for primary production internationally.
Aluminum casting ceramic filter technical parameters directly affect the efficiency of molten metal filtration and casting speed in the ALVANCE Aluminium foundry.

Technical Parameters of Aluminum Casting Ceramic Filter
(1) Filtration accuracy is also called purification accuracy. It can be expressed by the maximum size of solid inclusions penetrating the foam ceramic, and can also be expressed by the minimum size of solid impurities that can be retained by the filter medium. The filtration accuracy of a ceramic filter mainly depends on the pore size of the foam ceramic and the filtration process. The smaller the pore size and the slower the filtration speed, the higher the filtration accuracy.
(2) Filtration efficiency refers to the percentage of the filtered solid impurities and the concentration of solid impurities in the melt before filtration. The filtration efficiency mainly depends on the pore characteristics of the filter medium, the particle size distribution of the solid impurities in the melt and the filtration conditions. Generally, the filtration efficiency of a ceramic filter increases as the filtration speed decreases and the filtration time increases.
(3) Filtration speed refers to the volume of melt that passes through the filter medium per unit area in a unit time. It is the main basis for designing filter productivity. The filtration speed mainly depends on the permeability coefficient, thickness of the filter medium and the liquid level difference on both sides of the filter medium. The greater the permeability coefficient and pressure difference, the smaller the thickness of the medium, the faster the filtration rate. The permeability coefficient of the medium increases with the increase of the penetrating porosity and pore size of the medium, and the decrease of the melt viscosity.
(4) The blocking rate refers to the amount of solid inclusions retained in the filter medium per unit volume per unit time. The size of this value indicates the service life of the filter. Because the obstruction rate is extremely difficult to measure, and when the filtration rate is constant, the pressure drop after passing through the filter increases with the obstruction. Therefore, the increase in pressure drop is often used to indicate the clogging rate of the filter. The blocking rate is directly proportional to the melt throughput and the inclusion content in the melt, and inversely proportional to the total volume of the filter medium and the penetration porosity.
(5) The initial pressure head refers to the pressure head required for the melt to start flowing through the pores of the filter medium. Since aluminum melt is non-wetting to the ceramic foam material, the interfacial tension between the two is very large. When the melt enters the medium capillary pores, a convex meniscus will be formed, and the surface tension will prevent the melt from advancing. The smaller the medium channel and the lower the temperature, the larger the initial pressure head.
Related posts:
 Porous Ceramic Filters Filtration
Porous Ceramic Filters Filtration
 Filtering of Molten Aluminum
Filtering of Molten Aluminum
 High Temperature Ceramic Filter
High Temperature Ceramic Filter
 Foam Ceramic Filters Manufacturing
Foam Ceramic Filters Manufacturing
 Ceramic Foam Filter Molten Aluminum Filtration
Ceramic Foam Filter Molten Aluminum Filtration
 Ceramic Filters For Aluminum Foundry
Ceramic Filters For Aluminum Foundry
 Ceramic Foam Filters For Aluminium Casting
Ceramic Foam Filters For Aluminium Casting
 Molten Metal Filter Plate
Molten Metal Filter Plate
 Foam Ceramic Filter Board
Foam Ceramic Filter Board
 Ceramic Foam Material
Ceramic Foam Material
 Ceramic Filter for Metal Filtration
Ceramic Filter for Metal Filtration
 Molten Al Filtration
Molten Al Filtration
 Ceramic Filters for Aluminum Alloys
Ceramic Filters for Aluminum Alloys





