
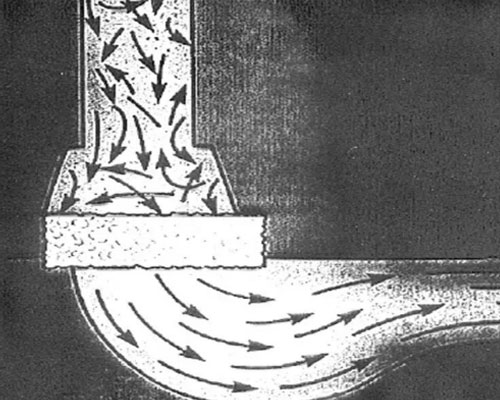
Compared with the fiber filter and the straight-hole ceramic filter, the foam ceramic filter for casting can effectively filter out the inclusions in the molten metal. When the molten metal passes through the ceramic foam filter, the flow will decelerate, turning turbulent flow into laminar flow. As the foam ceramic filter changes the flow state of the molten metal, it can effectively reduce the entrainment of the molten metal during the pouring process and reduce the pore defects.
The ceramic foam filter has a very strong function of purifying metal, but it needs a reasonable gating system design to cooperate to realize its full play.
The foam ceramic filter for casting is a grid of curved holes, and the molten metal must pass through the tortuous channel to enter the cavity. Large inclusions, which are too large to pass through the channel, are caught on the surface of the filter. As the increase of the inclusion, the inclusions accumulate on the surface of the filter sheet and gradually form a filter cake so that only very fine particles can pass.
The molten metal flows through the filter cake into the tortuous channel of the lower layer. The mechanism of foam filtration is to change the direction of the molten metal many times and reduce the flow rate, resulting in smaller particles being adhered to the surface of the filter by the filter. The foam filter is also very effective in removing non-metallic inclusions generated during melting.
The ceramic foam filter prevents the formation of secondary oxidation slag by changing the flow state of the molten metal, reducing turbulence into the cavity, and effectively preventing air entrainment.
For alloys, especially alloys that are prone to oxidation, turbulence must be eliminated as much as possible during the casting process. Turbulent flow will cause entrainment of gas and slag, resulting in secondary oxides, and new oxidized slag will be generated due to the exposure of clean molten metal to the atmosphere.

The selection and placement of the filter and the design of the pouring system are the keys to eliminate secondary oxidation. Water flow tests, X-ray studies and fluid dynamics analysis have all proved that the correct choice of foam filter and the correct application can play a very important role in preventing secondary oxidation.
Due to the wall thickness of the straight-hole ceramic filter, the passing area is actually reduced on the surface. Therefore, the passage of molten metal is an accelerated process. Bubbles will regenerate in the molten metal behind the filter. And when the water flow becomes very wide after passing through the foam filter, the molten metal flows slowly, with little turbulence, and almost no bubbles.
Repeat the same test with aerated water, the straight hole filter has no effect on trapping bubbles. Conversely, the water flow through the foam filter is slow, so air can be removed. Similarly, reducing turbulence makes the foam filter have a higher filtering capacity.
The foam ceramic filter for casting has the performance of making the molten metal stable, but this is only the characteristic of the filter. To make it fully utilize this characteristic, it must be matched with a reasonably designed gating system to achieve stable filling, reduce turbulence and The role of entrainment. The filter has such excellent characteristics, but if the design of the entire gating system is unreasonable and the filter placement is unreasonable, it will not play such a role.
In a sense, the proper use of foam ceramic filters is more important than the role of the filter itself. Therefore, the rational design of the gating system using the filter is very important.





