
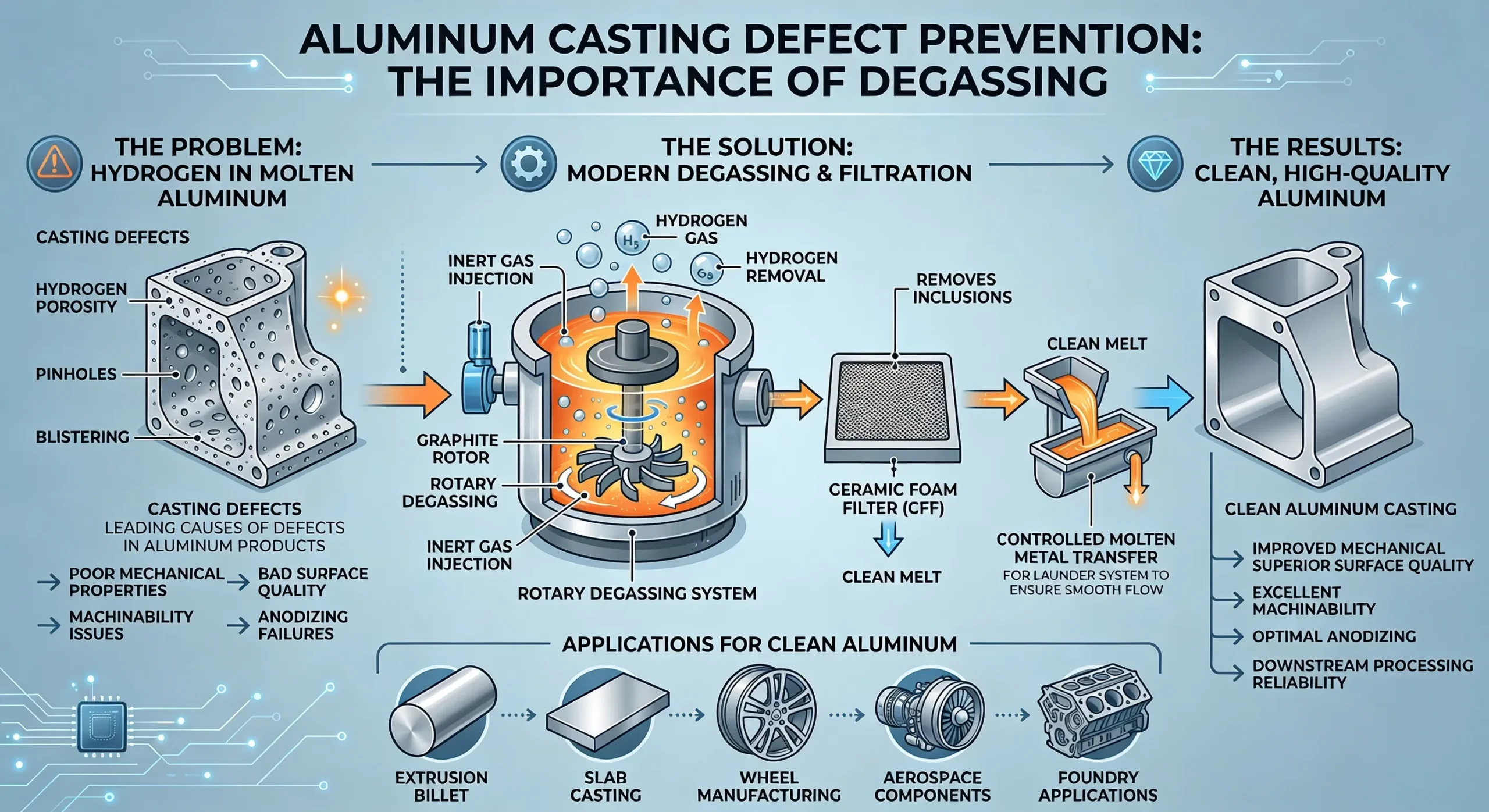
Hydrogen in molten aluminum is one of the leading causes of porosity, pinholes, blistering, and casting defects in aluminum products.
Proper aluminum degassing removes dissolved hydrogen before solidification, improving mechanical properties, surface quality, machinability, anodizing performance, and downstream processing reliability.
Modern aluminum casthouses rely on rotary degassing systems, ceramic foam filtration, and controlled molten metal transfer to produce clean aluminum for extrusion billet, slab casting, wheel manufacturing, aerospace components, and foundry applications.
the importance of degassing
What Is Aluminum Degassing?
Aluminum degassing is the process of removing dissolved hydrogen from molten aluminum before casting.
Because liquid aluminum can dissolve significantly more hydrogen than solid aluminum, excess hydrogen becomes trapped during solidification and forms internal gas porosity.
Aluminum degassing systems use inert gases such as argon or nitrogen to extract dissolved hydrogen from the melt. Modern systems typically use rotary impeller degassing technology to generate fine gas bubbles that absorb hydrogen and carry it to the melt surface.
In addition to hydrogen removal, aluminum degassing also helps:
- Reduce gas porosity
- Improve casting density
- Minimize blistering during anodizing
- Improve mechanical properties
- Reduce reject rates
- Remove some oxide inclusions through flotation
- Improve downstream rolling and extrusion performance
For high-quality aluminum production, degassing is usually combined with ceramic foam filtration and controlled molten metal transfer.

Online Degassing Purification
Request A Quote
Why Hydrogen Is Dangerous in Molten Aluminum
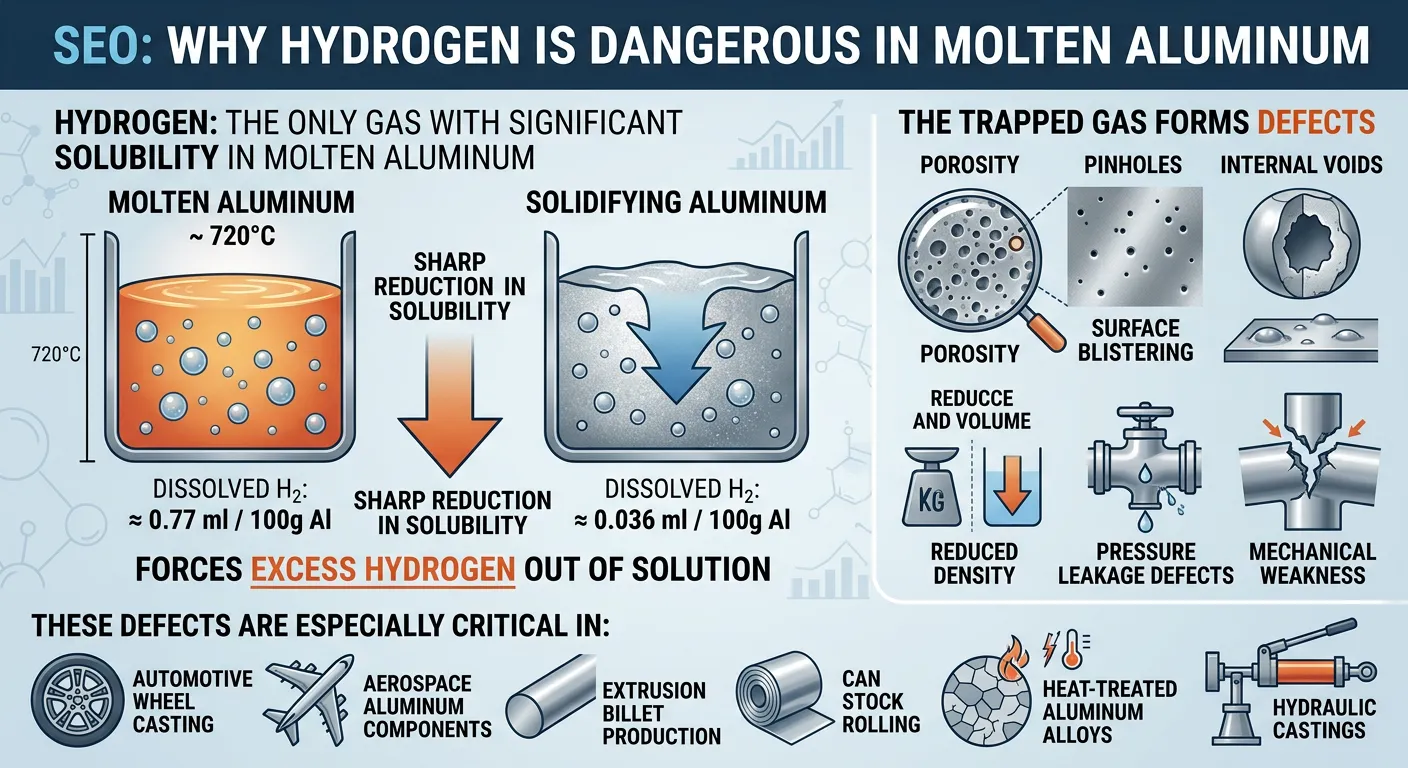
Hydrogen is the only gas with significant solubility in molten aluminum.
At approximately 720°C, liquid aluminum can dissolve around 0.77 ml H₂/100g aluminum. However, during solidification, hydrogen solubility drops dramatically to roughly 0.036 ml/100g.
This sharp reduction forces excess hydrogen out of solution.
The trapped gas forms:
- Porosity
- Pinholes
- Internal voids
- Surface blistering
- Reduced density
- Pressure leakage defects
- Mechanical weakness
These defects are especially critical in:
- Automotive wheel casting
- Aerospace aluminum components
- Extrusion billet production
- Can stock rolling
- Heat-treated aluminum alloys
- Hydraulic castings
Why Hydrogen Is Dangerous in Molten Aluminum
Common Defects Caused by Hydrogen
| Defect Type | Typical Cause | Production Impact |
|---|---|---|
| Gas porosity | Excess dissolved hydrogen | Reduced strength and density |
| Pinholes | Hydrogen precipitation during solidification | Poor surface quality |
| Blistering | Trapped hydrogen expands during heat treatment | Anodizing rejection |
| Leakage | Internal pores connect under pressure | Failed pressure tests |
| Reduced fatigue life | Internal voids initiate cracks | Premature failure |
Without proper aluminum degassing, even well-controlled casting processes can produce unacceptable quality.
Where Hydrogen Comes From in Aluminum Casting
Hydrogen pickup occurs continuously during molten aluminum handling.
Even well-operated furnaces absorb hydrogen from moisture exposure.
The primary hydrogen sources in aluminum casting operations include:
| Source | Mechanism | Relative Contribution | Mitigation Strategy |
| Atmospheric moisture | H₂O reacts with molten aluminum surface | High | Minimize exposed melt surface |
| Wet scrap charge | Moisture decomposes on contact | High | Preheat and dry scrap |
| Furnace combustion gases | Water vapor contacts melt | Medium | Reduce direct flame exposure |
| Refractory moisture | Furnace lining releases water vapor | Medium | Complete dry-out cycle |
| Ladles and tools | Cold surfaces introduce moisture | Medium | Preheat tools and launders |
| Fluxes and additives | Hygroscopic materials absorb water | Low | Controlled storage |
Experienced casthouse operators understand that aluminum degassing equipment removes hydrogen already dissolved in the melt — but upstream melt practice determines how difficult the degassing task becomes.
For example:
- A clean operation may deliver molten aluminum to the degassing station at 0.18 ml/100g hydrogen
- A poorly controlled operation may exceed 0.40 ml/100g
The higher the inlet hydrogen level, the more difficult it becomes to achieve low final hydrogen content.
How Rotary Aluminum Degassing Works
Modern aluminum degassing systems primarily use rotary impeller technology.
The process combines inert gas injection with controlled rotor rotation to maximize hydrogen transfer efficiency.
Rotary Degassing Principle
A hollow graphite or ceramic shaft delivers inert gas into molten aluminum.
A submerged rotor spins at controlled speed and breaks the gas stream into thousands of micro-bubbles.
These bubbles provide a large gas-liquid contact surface area.
Because fresh argon or nitrogen bubbles contain almost no hydrogen, dissolved hydrogen in the surrounding molten aluminum diffuses rapidly into the bubbles.
The bubbles rise to the surface and release hydrogen into the atmosphere.
At the same time:
- Oxide inclusions attach to rising bubbles
- Inclusions float upward and enter the dross layer
- Some alkali metals can be removed using chlorine-containing gas mixtures
This combination of hydrogen removal and inclusion flotation makes rotary aluminum degassing highly effective for industrial casting operations.
Benefits of Rotary Aluminum Degassing
Rotary degassing systems provide:
- Stable hydrogen removal efficiency
- Continuous inline operation
- Low operating cost
- Compatibility with automated casting lines
- Improved metal cleanliness
- Reduced reject rates
- Better process consistency
Online Degassing vs Batch Degassing
The two primary aluminum degassing approaches are inline degassing and batch degassing.
Online Aluminum Degassing
Online degassing systems are installed between the furnace and the casting machine.
Molten aluminum flows continuously through the treatment chamber before entering filtration and casting.
Advantages of Online Degassing
- Consistent treatment quality
- Minimal hydrogen reabsorption
- Continuous production capability
- Better automation integration
- Improved process repeatability
- Lower defect variation
Online systems are widely used in:
- DC casting
- Billet casting
- Slab casting
- Automotive casting
- Continuous foundry operations
Batch Degassing
Batch degassing treats a discrete ladle or crucible of molten aluminum.
The treatment itself may be effective, but the metal can reabsorb hydrogen during transport and pouring.
Typical Batch Degassing Challenges
- Re-gassing during transfer
- Surface turbulence
- Variable treatment quality
- Increased operator dependence
- Longer exposure to atmosphere
Field measurements frequently show hydrogen increasing again after ladle transport.
For small foundries, batch degassing may still be economically practical. However, for medium and large-scale production, inline aluminum degassing generally delivers superior consistency.

Online aluminum Degassing Systems
Critical Parameters Affecting Aluminum Degassing Efficiency
Aluminum degassing performance depends heavily on process control.
Simply injecting gas into molten aluminum is not enough.
Rotor Speed
Rotor speed directly affects bubble formation.
Higher rotor speeds create smaller bubbles with greater surface area, improving hydrogen transfer.
However, excessive speed creates vortex formation.
A vortex pulls surface oxides back into the melt and increases turbulence.
In practice, most inline aluminum degassing systems operate between:
- 450–550 RPM for wrought alloys
- 400–500 RPM for foundry alloys
The optimal value depends on:
- Alloy type
- Throughput
- Degassing chamber geometry
- Rotor design
Gas Flow Rate
Gas flow must also remain within an optimal range.
Too little gas:
- Insufficient hydrogen removal
- Poor bubble distribution
Too much gas:
- Bubble coalescence
- Surface splashing
- Oxide generation
- Reduced efficiency
Recommended Aluminum Degassing Parameters
| Alloy Group | Gas Type | Flow Rate (L/min) | Rotor Speed (RPM) | Target H₂ Output |
| 1xxx / 3xxx alloys | Nitrogen or Argon | 10–15 | 450–500 | <0.10 ml/100g |
| 6xxx extrusion alloys | Nitrogen or Ar/N₂ | 12–18 | 450–520 | <0.12 ml/100g |
| High-Mg alloys | Argon | 15–22 | 480–550 | <0.10 ml/100g |
| Al-Si foundry alloys | Nitrogen or Argon | 10–16 | 400–480 | <0.15 ml/100g |
| Aerospace alloys | Argon | 15–25 | 480–550 | <0.08 ml/100g |
High-magnesium alloys generally require argon because nitrogen may react with magnesium and form Mg₃N₂.
Request A Quote
Aluminum Degassing Equipment Selection Guide
Choosing the right aluminum degassing system requires more than simply comparing throughput ratings.
Equipment design strongly influences:
- Hydrogen removal efficiency
- Maintenance frequency
- Operating cost
- Process stability
- Metal cleanliness
Rotor and Shaft Material
Rotor material is one of the most critical design decisions.
Graphite Rotors
Traditional graphite rotors are widely used but suffer from:
- Oxidation
- Abrasion
- Magnesium attack
- Thermal shock damage
Typical service life may range from several weeks to a few months depending on alloy conditions.
Silicon Nitride (Si₃N₄) Rotors
Advanced ceramic rotors offer significantly longer service life.
Benefits include:
- Excellent oxidation resistance
- Reduced wear
- Improved dimensional stability
- Longer maintenance intervals
- Better bubble generation consistency
In many industrial applications, Si₃N₄ rotors achieve multi-year service life.
Degassing Box Design
The degassing chamber must resist:
- Molten aluminum attack
- Thermal cycling
- Dross buildup
- Mechanical cleaning damage
High-quality linings improve:
- Thermal stability
- Non-wetting performance
- Process cleanliness
- Service life
Heating System
Maintaining melt temperature is essential during treatment.
Integrated heating systems reduce:
- Temperature loss
- Metal freezing risk
- Process instability
Sealing Performance
Poor sealing allows atmospheric moisture into the treatment chamber.
This directly reduces aluminum degassing efficiency because additional hydrogen enters the melt during treatment.
Complete Aluminum Melt Treatment Process
Aluminum degassing is only one stage of the total molten metal treatment chain.
A modern aluminum casting line typically follows this sequence:
Melting Furnace → Holding Furnace → Launder System → Inline Aluminum Degassing → Ceramic Foam Filtration → Casting Machine
Each stage serves a different function.
Furnace
The furnace:
- Melts the alloy
- Controls composition
- Maintains target temperature
Launder System
The launder transfers molten aluminum between treatment stages while minimizing:
- Temperature loss
- Oxidation
- Turbulence
- Hydrogen pickup
Aluminum Degassing Unit
The degassing station removes:
- Dissolved hydrogen
- Some floating inclusions
- Certain alkali impurities
Ceramic Foam Filter
Ceramic foam filters remove:
- Oxide films
- Non-metallic inclusions
- Entrained particles
Degassing alone cannot fully replace filtration.
Casting Machine
The final casting stage solidifies treated molten aluminum into:
- Billets
- Slabs
- Ingots
- Wheels
- Foundry castings
The best casting quality is achieved when all treatment stages work together.
AdTech Case Study: Improving Billet Quality with Inline Aluminum Degassing
A Turkish extrusion billet producer operating two DC casting pits struggled with excessive hydrogen levels and inconsistent billet quality.
The plant produced 6060 and 6063 extrusion billet for domestic construction markets but needed improved quality to meet European export standards.
Initial Problems
The plant experienced:
- Hydrogen levels of 0.20–0.32 ml/100g
- Billet surface defects
- Anodizing blistering
- High reject rates
- Inconsistent casting quality
The root causes included:
- Wet return scrap
- Poor furnace sealing
- Incomplete refractory dry-out
- No inline aluminum degassing system
Installed Solution
The melt treatment upgrade included:
- Dual-rotor inline aluminum degassing systems
- Ceramic foam filtration
- Insulated launders
- Hydrogen measurement equipment
- Operator training
Results After Aluminum Degassing Optimization
| Parameter | Before | After | Improvement |
| Hydrogen level | 0.20–0.32 ml/100g | 0.08–0.11 ml/100g | 60–65% reduction |
| RPT density index | 8–14% | 1.5–3.0% | >75% improvement |
| Billet surface quality | Moderate pitting | Smooth surface | Significant improvement |
| Anodizing blister rate | 6–9% | <0.8% | >90% reduction |
| Export compliance | Failed | Passed | Full qualification |
The customer achieved full compliance with European extrusion quality requirements and significantly reduced rejection costs.
Best Practices for Aluminum Degassing
High-performance aluminum degassing requires more than equipment alone.
Best practices include:
- Drying all scrap and tools before charging
- Minimizing melt turbulence
- Maintaining furnace seals
- Controlling rotor speed and gas flow
- Using proper filtration downstream
- Monitoring hydrogen levels regularly
- Preventing re-gassing during transfer
- Performing regular rotor inspection and maintenance
Casthouses that combine good melt practice with optimized aluminum degassing systems consistently achieve superior metal quality.
Improve Casting Quality with Advanced Aluminum Degassing Systems
Hydrogen control is one of the most important factors in producing high-quality aluminum castings.
Modern inline aluminum degassing systems help casthouses achieve:
- Lower hydrogen content
- Reduced porosity
- Better surface quality
- Improved mechanical properties
- Stable production quality
- Lower rejection rates
AdTech provides complete molten aluminum treatment solutions including:
- Inline aluminum degassing systems
- Ceramic foam filtration
- Launder systems
- Ceramic fiber insulation
- Hydrogen measurement support
- Process optimization services
Our engineering team supports extrusion billet, slab casting, foundry, wheel casting, and aerospace aluminum applications worldwide.
FAQ
1. What is aluminum degassing?
Aluminum degassing is the process of removing dissolved hydrogen from molten aluminum before casting. Proper degassing helps reduce porosity, improve casting density, and enhance overall aluminum product quality.
2. Why is hydrogen harmful in molten aluminum?
Hydrogen is the only gas with significant solubility in molten aluminum. During solidification, excess hydrogen forms gas pores inside the casting, leading to porosity, pinholes, blistering, leakage defects, and reduced mechanical strength.
3. How does rotary aluminum degassing work?
Rotary aluminum degassing uses a rotating rotor to inject inert gas into molten aluminum. The rotor breaks the gas into fine bubbles that absorb dissolved hydrogen and float some oxide inclusions to the melt surface.
4. What gas is used for aluminum degassing?
Argon and nitrogen are the most common gases used for aluminum degassing. Argon is preferred for high-magnesium alloys, while nitrogen is widely used for standard extrusion and foundry alloys due to lower operating cost.
5. What is the difference between inline and batch degassing?
Online degassing continuously treats molten aluminum as it flows to the casting machine, providing more stable quality and less hydrogen reabsorption. Batch degassing treats molten aluminum in a ladle or crucible and may allow re-gassing during transfer.
6. Can aluminum degassing remove oxide inclusions?
Partially. Rising gas bubbles can help float some oxide inclusions to the surface, but aluminum degassing cannot fully replace filtration. Ceramic foam filters are still necessary for complete inclusion removal.
7. What hydrogen level is acceptable after degassing?
Acceptable hydrogen levels depend on the application. Standard aluminum castings may target below 0.15 ml/100g, while high-quality extrusion billet often requires below 0.10 ml/100g. Aerospace applications may require even lower levels.
8. How is hydrogen measured in molten aluminum?
Hydrogen in molten aluminum is commonly measured using the Reduced Pressure Test (RPT), ALSCAN, or Telegas systems. These methods help evaluate degassing efficiency and overall melt cleanliness.
9. Why does molten aluminum reabsorb hydrogen after degassing?
Molten aluminum can reabsorb hydrogen when exposed to atmospheric moisture, furnace gases, turbulence, or poorly sealed transfer systems. Proper melt handling and enclosed launders help minimize re-gassing.
10. How do I choose the right aluminum degassing system?
The correct aluminum degassing system depends on alloy type, casting throughput, hydrogen targets, and production process. Important factors include rotor design, gas type, treatment capacity, maintenance requirements, and compatibility with the full melt treatment line.
Related posts:
 Alumina Ceramic Foam Filter: The Complete Buyer’s Guide for Molten Aluminum Filtration
Alumina Ceramic Foam Filter: The Complete Buyer’s Guide for Molten Aluminum Filtration
 Hydrogen Removal in Molten Aluminum
Hydrogen Removal in Molten Aluminum
 How to Use Caster Tip: Complete Technical Guide for Aluminum Strip Casting
How to Use Caster Tip: Complete Technical Guide for Aluminum Strip Casting
 Hydrogen Removal Purification
Hydrogen Removal Purification
 Hydrogen Removal
Hydrogen Removal
 Hydrogen Removal Process
Hydrogen Removal Process
 Hydrogen Removal Efficiency
Hydrogen Removal Efficiency
 Online Degassing Systems
Online Degassing Systems
 Molten Aluminum Degassing
Molten Aluminum Degassing
 Molten Aluminum Degassing Device
Molten Aluminum Degassing Device
 How to Remove Dissolved Hydrogen
How to Remove Dissolved Hydrogen
 Online Metal Degassing Systems
Online Metal Degassing Systems
 Metal Degassing Systems
Metal Degassing Systems
 Online Degassing of Molten Aluminum
Online Degassing of Molten Aluminum
 Degassing of Molten Aluminum
Degassing of Molten Aluminum





