
Alumina Ceramic Filter Plate has a multi-layer network and multi-dimensional through holes, which are connected with each other. During filtration, liquid aluminum carries inclusions along tortuous channels and pores, and contacts the foam skeleton of the filter plate, and is directly intercepted, adsorbed and deposited. When the melt flows in the hole, the filter plate channel bends, the melt flowing through the channel changes the flow direction, and the inclusion collides with the hole wall anvil and firmly adheres to the hole wall.
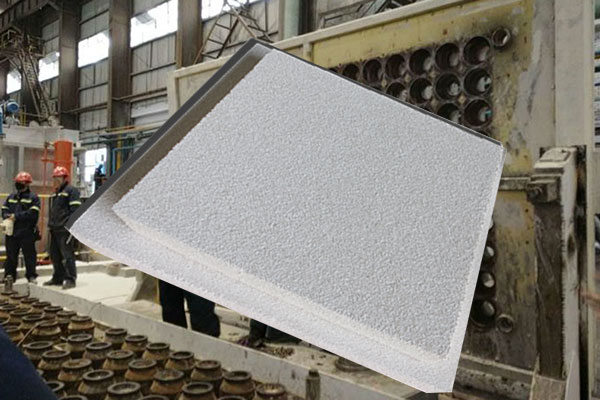
The production process of Alumina Ceramic Filter Plate adopts polyurethane foam as carrier and immerses it into slurry made of Ceramic powder, binder, sintering aid and suspension agent. Then squeeze out the excess slurry to make the ceramic slurry evenly coated on the carrier skeleton to form the body, and then the body is dried and sintered at high temperature.
This process is also called organic foam impregnation method, which is a mature production process in China at present.
Alumina Ceramic Foam Filters are classified according to different aperture sizes, including 20PPi, 30PPi, 40PPi, 50PPi, 60PPietc. The mesh classification of sponges is different from that of products. Generally speaking, the larger the PPI value is, the smaller the pore size is and the smaller the inclusions are.
Because of the porous structure of foam ceramics, the products burned are more or less slag phenomenon. For the foundry, in addition to considering the filter strength and mesh, slag phenomenon is also their most concerned about the hot issue. Because the filter itself is used to filter the inclusion, and its slag removal will play the opposite role, resulting in the scrap of the casting. Therefore, the quality inspection process in addition to the detection of appearance and quality of qualified, cleaning up the residue is also very necessary.
Related posts:
 Alumina Ceramic Foam Filter Plate
Alumina Ceramic Foam Filter Plate
 Alumina Foam Ceramic Filter Plate
Alumina Foam Ceramic Filter Plate
 Porous Ceramic Filter Plate
Porous Ceramic Filter Plate
 Alumina Ceramic Foam Filter Plate
Alumina Ceramic Foam Filter Plate
 Foundry Alumina Ceramic Foam Filter
Foundry Alumina Ceramic Foam Filter
 Plate Filter Equipment
Plate Filter Equipment
 Foam Ceramic Filter Plate
Foam Ceramic Filter Plate
 Ceramic Filter Plate
Ceramic Filter Plate
 Alumina Ceramic Filter
Alumina Ceramic Filter
 Porous Alumina Plate
Porous Alumina Plate
 Porous Filter Material
Porous Filter Material
 Ceramic Foam Filter Plate
Ceramic Foam Filter Plate
 Alumina Ceramic Foam Filter for Filtration
Alumina Ceramic Foam Filter for Filtration
 Alumina Foam Ceramic Filters
Alumina Foam Ceramic Filters
 Alumina Ceramic Foam Filter
Alumina Ceramic Foam Filter





