
During casting, the molten metal contains a large amount of gas and solidifies, forming round holes with smooth inner surfaces, that is, pores in the ingot. The main reasons are: the raw materials used are damp, and the stove and tools are not completely dried. The smelting temperature is high, the coverage is poor, the residence time at high temperature is long, and the melt absorbs a lot of gas. If the degassing refining of aluminum is not complete and the gas fails to escape from the melt during the crystallization process, pores are formed. After pressure processing, the pores can cause defects such as skin blisters in the processed products, and the various properties of the metal are drastically reduced. Therefore, some important alloy products must be controlled during production inspection. If the defect is small and scattered, it is easy to be confused with inclusions and looseness after the macroscopic inspection of diffuse erosion.

The purification and modification treatment of aluminum alloy melt is the same as that of conventional aluminum alloy, that is, slag removal, inclusion removal, hydrogen removal treatment and Sr modification treatment are carried out. The hydrogen content of the melt after the degassing refining of aluminum should be less than 0.2mL/100g aluminum. The maximum temperature of the melt during smelting is 800℃, preferably not more than 780℃.
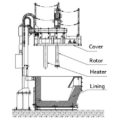
After reaching a certain temperature, the aluminum melt is transferred to the ladle for modification and purification treatment, Al-Sr modifier is added for modification treatment, and a grain refiner is added to refine the grain. Degassing with Ar gas and N2 gas, the principle is that gas and N2 gas pass through the rotating graphite tube and porous graphite rotor to form many small bubbles. The gas in the melt enters the bubbles (balance principle) and floats up together with insoluble impurities, and makes the deterioration uniform. Perform chemical analysis and gas content analysis on the degassed aluminum melt.
Related posts:
 Grain Refining Aluminum Alloy
Grain Refining Aluminum Alloy
 Aluminium Refining Process
Aluminium Refining Process
 Aluminum Melt Purification
Aluminum Melt Purification
 Aluminium Refining
Aluminium Refining
 Rotating Degassing Aluminum
Rotating Degassing Aluminum
 Sr Modifier
Sr Modifier
 Degassing Equipment for Aluminum
Degassing Equipment for Aluminum
 Refining Process for Aluminum Alloy
Refining Process for Aluminum Alloy
 Refining of Aluminum Alloy
Refining of Aluminum Alloy
 Aluminum Refining Degassing
Aluminum Refining Degassing
 Refining Agent Degassing
Refining Agent Degassing
 Degassing Refining of Molten Metal
Degassing Refining of Molten Metal
 Molten Aluminum Refining Degassing
Molten Aluminum Refining Degassing
 Aluminum Melt Degassing and Refining
Aluminum Melt Degassing and Refining
 Refining and Degassing
Refining and Degassing





