
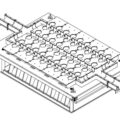
Horizontal casting mold mostly adopts a combined structure, including distribution plates, casting platforms, and forming molds.
The horizontal casting mold is not high, generally only 40-50 mm, and the effective crystallization area is about 10-30 mm.

The graphite inner sleeve transverse casting mold has a small height and a short effective crystallization zone length. Therefore, most of the inner surface of the mold is lined with a graphite inner sleeve for slow cooling and lubrication. In the case of the graphite deflector, the non-working surface in the crystallizer is also pasted with a thermal insulation layer of aluminum silicate fiber felt.
The water spray hole of the horizontal casting mold of the cooling device is small, with a diameter of about 2 mm. The center distance of the hole varies with different specifications, generally 5-10mm, and the angle between the water spray line and the horizontal line is about 20-30 degrees. Since the slab facets are cooled on three sides, the water spray hole spacing of the facets is appropriately increased.
The casting platform and the crystallizer are a whole. The casting platform is a device for storing and transporting melt and slow liquid flow. The requirement is to have good thermal insulation properties in order to maintain the melt in the required temperature range during the entire casting period. There must be a certain depth to maintain a certain pressure head of the stored melt to ensure a stable flow to the crystallizer. It must have the function of buffer flow, which can not only eliminate the fluid power of the intermediate tank, but also prevent the metal flow entering the crystallizer from strongly scouring the ingot condensate.
The casting platform is made of steel plate welding, and is lined with aluminum silicate fiber, graphite, or other refractory insulation materials. The tank depth is generally 300 mm, the inclination angle of the tank bottom to the horizontal axis is 30 to 45 degrees, and the drop between the launder and the intermediate tank is based on the principle that the liquid flow does not splash. When using the liquid level automatic control device, the drop should ensure the installation size of the tool.
The distribution plate is a tool for distributing liquid flow to the mold, and it plays the same role as the funnel. Its material and structure have an important influence on the surface quality and crystal structure of the ingot.
The basic requirement for the splitter plate is to ensure that the temperature of the melt is not lower than the starting freezing point before contacting the working surface of the mold.
Related posts:
 Aluminum Rod Casting Platform
Aluminum Rod Casting Platform
 Casting Platform
Casting Platform
 Mold Coatings
Mold Coatings
 Horizontal Continuous Casting
Horizontal Continuous Casting
 Hot Top Cap
Hot Top Cap
 Permanent Mold Casting
Permanent Mold Casting
 Casting Line Trough
Casting Line Trough
 Aluminum Ingot Casting Process
Aluminum Ingot Casting Process
 Aluminum Hot Top Casting
Aluminum Hot Top Casting
 Ceramic Foam Filter for Aluminium Casting
Ceramic Foam Filter for Aluminium Casting
 Mold Coating
Mold Coating
 Cast Aluminum Bushing
Cast Aluminum Bushing
 LHC Casting Technology
LHC Casting Technology
 Air Slip Hot Top Casting
Air Slip Hot Top Casting
 Hot Top Casting for Aluminum
Hot Top Casting for Aluminum





