
The molten aluminum purification stage refers to the process in which liquid aluminum is transferred from the static furnace into the launder, after online degassing, ceramic foam filter molten metal filtration, etc., filling the draft tube and keeping it for a certain period of time. At this stage, the three elements required for casting: casting speed, equal to zero. The casting temperature, due to the heat absorption of the launder, online degassing and CFF filtration in the initial period, causes the temperature of the molten aluminum to be 10℃-20℃ lower than the normal casting temperature. The amount of cooling water (water pressure) is generally 50% to 70% of the normal casting water pressure.
During the molten aluminum purification stage, the following should be noted:
(1) The casting platform, casting launder, filter box and ceramic foam filter plate should be fully preheated before casting, generally for 15 min to 20 min, so as to avoid too much heat absorption at the beginning of casting, and the molten aluminum will dissipate heat after it comes out of the static furnace. Too much, causing the temperature of the molten aluminum to be too low and failing to establish normal casting production.
(2) At the beginning, the temperature of the molten aluminum in the static furnace should be 5℃~10℃ higher than the normal pouring temperature. This can be used to compensate for the heat absorption of the launder, filter box and ceramic foam filter plate. The furnace temperature drops to the temperature state required for normal production.
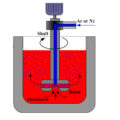
(3) When there is a box-type online degassing device, the temperature of the molten aluminum in the online degassing should be 5℃~10℃ higher than the normal casting temperature, or equal to the normal casting temperature, but in principle, it should not be lower than the normal casting temperature.
(4) Generally, a launder gate is used to block the entrance of the casting platform, and quickly open when the molten aluminum is stored to a certain amount to shorten the time for filling the draft tube and make all the draft tubes fill up at the same time as much as possible.
(5) The holding time starts with the one with the slowest filling of the draft tube. Note that in the actual operation, due to the damage or deformation of the hot top cap, the draft tube with the slowest filling is not necessarily the one that is closest to the molten aluminum inlet. A diversion tube far away should be carefully observed during operation.
(6) The holding time generally varies according to the alloy type and the diameter of the ingot. For 6063 aluminum alloy, generally the larger the diameter, the longer the required holding time; the smaller the diameter, the shorter the required holding time.
Related posts:
 Aluminum Hot Top Casting
Aluminum Hot Top Casting
 Online Degassing of Molten Aluminum
Online Degassing of Molten Aluminum
 Launder System For Aluminum
Launder System For Aluminum
 Purification Equipment for Aluminum
Purification Equipment for Aluminum
 Aluminum Purification Treatment
Aluminum Purification Treatment
 Aluminum Ingot Casting Process
Aluminum Ingot Casting Process
 Molten Metal Purification
Molten Metal Purification
 Molten Aluminum Purification Treatment
Molten Aluminum Purification Treatment
 Launder Systems For Aluminium
Launder Systems For Aluminium
 Furnace Purification
Furnace Purification
 Molten Aluminum Alloy Purification
Molten Aluminum Alloy Purification
 Molten Aluminum Casting
Molten Aluminum Casting
 Molten Aluminium Purification
Molten Aluminium Purification
 Vertical Slab Stage
Vertical Slab Stage
 Online Degassing Aluminum
Online Degassing Aluminum





