
A launder system for aluminum is a gravity-fed metal transfer channel that moves molten aluminum from furnace to casting station while maintaining temperature, minimizing oxide formation, and protecting melt cleanliness throughout the process. It’s one of those components that doesn’t get much attention until something goes wrong—but a poorly designed or maintained launder will undo everything your upstream degassing and filtration systems accomplished.
Here’s a practical breakdown of how these systems work, what to look for, and how to get the most out of them in real production.
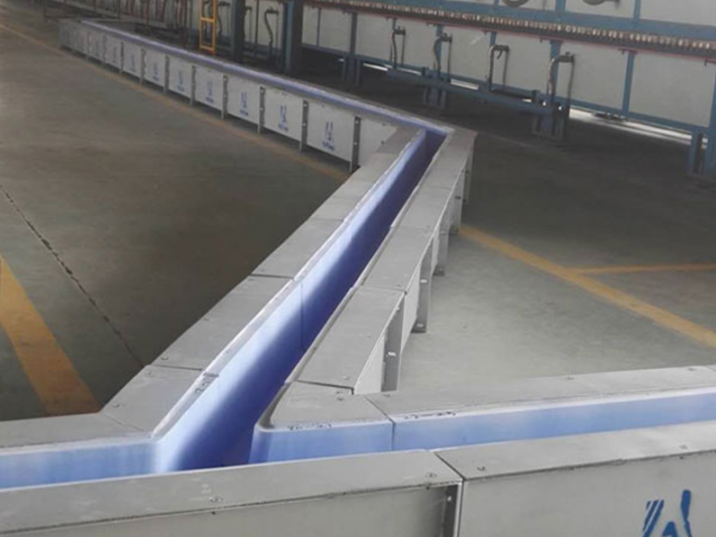
aluminum launder system
Explore Our Integrated Launder System
What Is a Launder System for Aluminum and How Does It Work?
A launder system uses gravity to transport molten aluminum from one point to another along a casting line. There’s no pumping, no mechanical forcing—the metal flows by elevation differential alone, which keeps things simple but also means the system design has to be right from the start. Get the slope wrong, and you either get sluggish flow or turbulence, both of which cause problems.
The most common transfer paths in a foundry or rolling mill are:
- Furnace to holding furnace — moving large heats between vessels
- Holding furnace to casting station — the most temperature-critical stretch
- Holding furnace to inline treatment equipment — routing metal through a degassing unit or ceramic foam filter box before it reaches the mold
A typical launder assembly includes a hot-face refractory lining, insulation backing, a steel shell and frame, a retaining ring, and ancillary high-temperature components like thermocouples and gaskets. Each element does a specific job, and the system only performs well when all of them are selected and maintained properly.
What people sometimes underestimate is how much metal quality can degrade in the launder itself. If the hot face is eroding, if the cover isn’t sealed properly, or if there’s turbulence at transfer points, you can introduce oxides and temperature variation right before casting—negating the purification work done upstream. An effective launder system doesn’t just move metal; it preserves it.
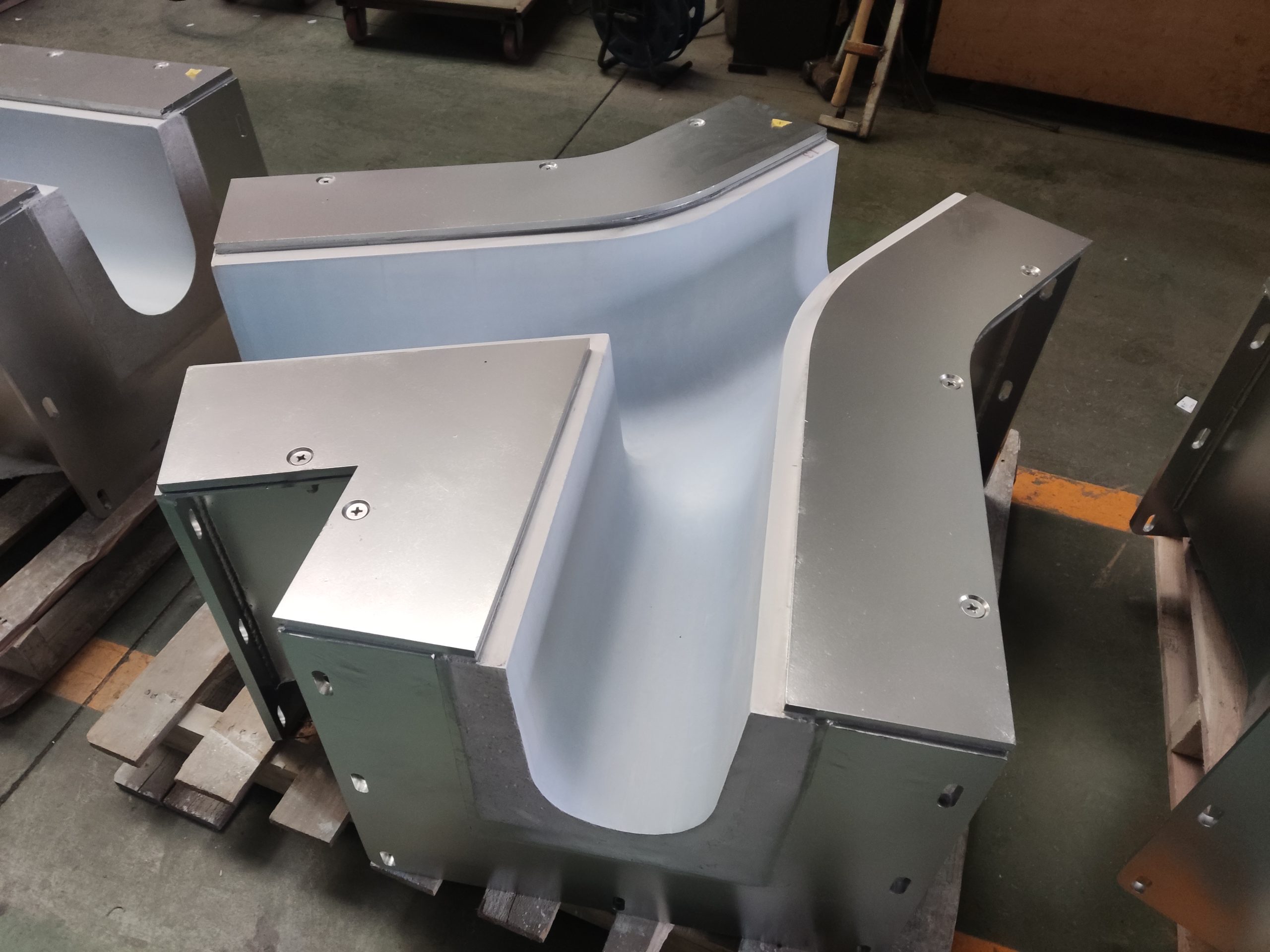
ceramic launder
Why Do Aluminum Foundries Use an Insulated Launder System?
The insulation layer in a launder system isn’t just about keeping the metal warm—though that’s obviously part of it. The reasons aluminum plants invest in properly insulated launders go deeper than simple heat retention:
1. Reducing holding furnace temperature during casting
When the launder is well-insulated, you don’t need to superheat the melt in the holding furnace to compensate for transfer losses. That means lower energy consumption during both the initial casting phase startup and steady-state production. Over a full campaign, that adds up to real savings.
2. Stabilizing and improving internal melt quality
Higher holding furnace temperatures accelerate hydrogen pickup and oxide generation. If the launder is doing its job thermally, you can hold the melt at a lower, more controlled temperature—which directly improves cleanliness and reduces the degassing load downstream.
3. Minimizing temperature drop to the casting station
This is especially critical for strip casting and rolling applications, where thermal consistency at the caster tip governs strip quality. A well-insulated launder reduces temperature drop to the point where reheating the holding furnace mid-cast becomes unnecessary, or at minimum far less frequent.
4. Protecting the refractory lining from thermal shock
Frequent and rapid temperature swings—caused by poor insulation, cover gaps, or cold startups done too fast—damage the hot-face lining faster than anything else. Proper insulation acts as a buffer, extending refractory service life and reducing both maintenance downtime and material costs.
What Does a Launder System Consist Of?
Understanding the components helps when evaluating options or troubleshooting performance issues.
Core Components and Their Functions
| Component | Material / Type | Function |
|---|---|---|
| Hot-Face Refractory Lining | High-alumina castable or preformed shapes | Direct contact with molten aluminum; must resist chemical attack and erosion |
| Insulation Backing | Ceramic fiber board or microporous panels | Reduces heat loss through the launder body; protects the steel shell |
| Steel Shell / Frame | Carbon steel with reinforcement | Structural support; maintains dimensional stability under thermal load |
| Retaining Ring | High-temp alloy or refractory | Seals section joints; prevents metal leakage at connection points |
| Cover / Lid | Insulating castable or fiber-lined steel | Reduces heat loss and atmospheric contact; critical for oxide control |
| Thermocouple Ports | Integrated sleeves | Allows real-time temperature monitoring at key transfer points |
| Gaskets | Ceramic fiber rope or compressed board | Seals interfaces between sections and between launder and adjacent equipment |
The hot-face refractory is the most wear-critical component in the launder system—its chemical resistance to molten aluminum and mechanical integrity under thermal cycling determine campaign life more than any other single factor.
Contact Us for technical consultation
What Are the Key Design Considerations for an Aluminum Launder System?
Getting a launder system right isn’t just about picking good materials. The design has to account for several interacting variables:
Metal Flow Rate and Channel Geometry
Flow velocity through the launder affects both temperature loss and oxide generation. Too slow and the metal cools excessively; too fast and you create turbulence at bends and transitions, folding in oxide films. The channel cross-section—typically U-shaped or trapezoidal—must be sized to maintain laminar flow across the expected range of casting speeds.
Temperature Loss Budget
Every meter of launder travel costs something in temperature. The acceptable temperature drop from furnace tap to casting station depends on the alloy and the casting process. For strip casting, arriving more than 5–8°C outside the target window creates measurable problems at the caster. Launder designers calculate expected heat loss based on channel length, insulation thickness, cover design, and ambient conditions—then size the system to stay within the budget.
Alloy Compatibility
Different alloys attack refractory materials differently. Magnesium-bearing alloys (5xxx series) are significantly more aggressive than straight 1xxx alloys. High-silicon alloys create their own challenges. The hot-face material and any coatings need to be selected with the specific alloy—or range of alloys—in mind, not just for “aluminum” generically.
Integration with Inline Treatment Equipment
The launder isn’t an isolated piece—it connects the furnace to filtration and degassing equipment, and those connection points require careful attention. Transitions that create turbulence, height drops that splash metal, or poorly sealed joints between the launder and a CFF box all introduce defects right at the point where you’ve just finished cleaning the metal.

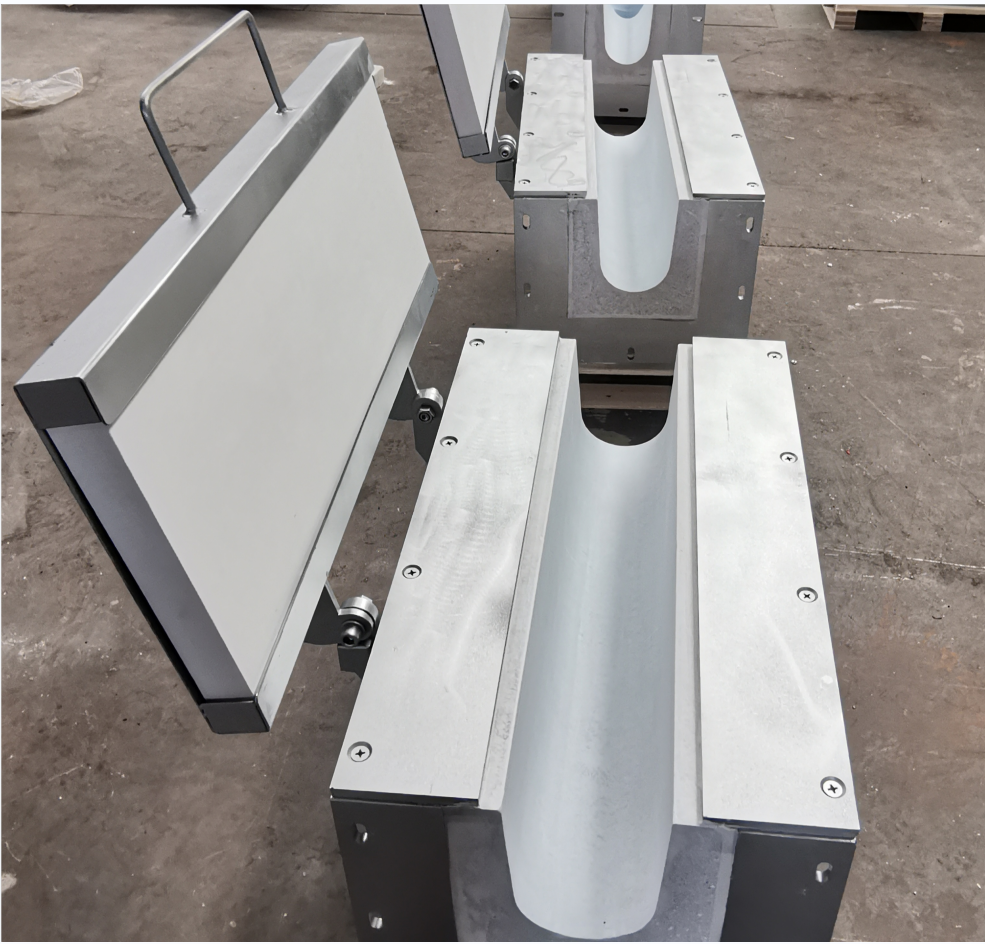
launder system
What Are the Performance Advantages of a Well-Designed Launder System?
A properly engineered launder system delivers benefits across multiple dimensions of production quality and cost:
Performance Comparison: Standard vs. Engineered Launder Systems
| Performance Metric | Basic/Uninsulated System | Engineered Insulated System |
|---|---|---|
| Temperature Loss (per 10m) | 15–25°C | 3–7°C |
| Oxide Generation Risk | High (open surface, turbulence) | Low (covered, laminar flow design) |
| Refractory Service Life | 6–12 months | 18–36 months |
| Energy Savings vs. Uninsulated | Baseline | 15–30% reduction in holding furnace energy |
| Melt Cleanliness Impact | Degrades melt quality | Preserves upstream purification work |
| Maintenance Frequency | High | Low |
Energy savings from proper insulation are often underestimated at the procurement stage—over a full year of production, the reduction in holding furnace fuel or power costs can recover the cost difference between a basic and engineered launder system many times over.
The core technical advantages of a quality launder system come down to five properties that the refractory and insulation materials must collectively deliver:
- High resistance to chemical attack from molten aluminum and alloy additions
- Low thermal conductivity to minimize heat loss along the transfer path
- Excellent mechanical strength to maintain channel geometry under load and thermal cycling
- Thermal shock resistance to survive the startup and shutdown cycles without cracking
- Reduced heat loss across the full launder length to protect temperature control at the casting station
These aren’t marketing claims—they’re measurable material properties that refractory standards bodies like ASTM define and test for. When evaluating launder materials, asking suppliers for documented test data against these properties is entirely reasonable.
How Is a Launder System Used in an Aluminum Casting Line?
In a typical aluminum casting or rolling operation, the launder system connects several pieces of process equipment in sequence. The exact configuration varies by plant and product, but a representative layout looks like this:
Typical Launder Routing in a Continuous Casting Line
| Transfer Segment | From | To | Key Requirement |
|---|---|---|---|
| Primary Transfer | Melting Furnace | Holding Furnace | Volume capacity; minimal temperature loss |
| Pre-Treatment Transfer | Holding Furnace | Degassing Unit | Low turbulence; tight temperature control |
| Post-Degassing Transfer | Degassing Unit | CFF Filter Box | Zero turbulence; sealed to prevent recontamination |
| Final Transfer | CFF Filter Box | Casting Station / Hot-Top System | Precise flow control; minimum temperature variation |
Each segment has different design priorities—the primary transfer emphasizes capacity, while the final segment to the casting station demands tight temperature uniformity and zero turbulence to protect melt cleanliness at the point of solidification.
In foundry applications, the launder routes metal to casting units including ceramic foam filter boxes, inline degassing systems, and hot-top casting setups—all of which depend on receiving metal at the right temperature and cleanliness level to function as designed.
ceramic launder
What Materials Are Used in Aluminum Launder Systems?
The hot-face lining sees the harshest conditions—continuous contact with liquid aluminum at 680–760°C, repeated thermal cycling, and chemical attack from the melt. Common hot-face materials include:
- High-alumina castables (70–90% Al₂O₃): Good chemical resistance, widely used for general aluminum service
- Fused silica shapes: Low thermal expansion reduces cracking risk; good for applications with frequent thermal cycling
- Silicon carbide composites: Higher thermal conductivity (less ideal for insulation) but excellent erosion resistance in high-flow sections
- Preformed monolithic shapes: Factory-made sections offer consistent quality and faster installation versus site-cast options
Insulation backing typically uses ceramic fiber board (1260°C or 1400°C grade depending on operating temperature) or microporous silica panels for applications where the insulation layer thickness is constrained. Microporous panels can deliver equivalent thermal performance at roughly one-third the thickness of conventional ceramic fiber, which matters when launder channel geometry is tight.
For coatings on the working surface, boron nitride (BN) release coatings are commonly applied to reduce aluminum adhesion and simplify cleaning between campaigns.
According to technical guidance published by the International Aluminium Institute, proper launder design and maintenance is one of the highest-impact variables in overall casting line metal yield—a point that’s easy to overlook when the launder is functioning correctly but immediately obvious when it isn’t.
How Do You Maintain an Aluminum Launder System?
Maintenance practices vary by plant, but a few things consistently determine whether a launder system reaches its potential service life:
Pre-heat protocol: Cold-starting a launder without a proper preheat schedule causes thermal shock cracking in the hot-face lining. A controlled ramp—typically 50–80°C per hour up to operating temperature—is standard practice and dramatically extends lining life.
Cover discipline: Every time a cover is left open unnecessarily, you’re losing heat and allowing atmospheric moisture to contact the metal surface. Oxide films form within seconds on exposed aluminum. Keeping covers closed except during necessary interventions is a simple practice that meaningfully affects melt quality.
Joint inspection: The gaps between launder sections, and between the launder and connected equipment, are the most common leakage points. Regular inspection of retaining rings, gaskets, and joint seals catches problems before they become production incidents.
Lining inspection: At the end of every campaign, the hot-face should be inspected for erosion, cracking, and buildup. Aluminum that has penetrated into cracks will expand on the next heat and accelerate damage. Catching this early allows targeted repair rather than full relining.
Flow channel cleaning: Oxide and dross buildup inside the channel reduces cross-section and disrupts flow patterns. Cleaning between campaigns—before the buildup hardens—is far easier than removing hardened skull.
For production environments that demand consistent melt quality across high volumes, connecting your launder system to properly specified upstream and downstream casting components is what makes the whole system perform as a unit rather than a collection of individual pieces.
Conclusion
A launder system for aluminum is straightforward in concept—move metal from A to B—but the details of design, materials, and operation determine whether it adds value or becomes a source of quality problems. Temperature loss, oxide pickup, and refractory wear are all manageable with the right system and the right maintenance discipline. The plants that treat their launder systems as precision equipment rather than simple plumbing consistently see better casting quality, lower energy costs, and longer campaign life from their refractory linings.

Launder System For Aluminum
FAQ
1. What is a launder system for aluminum?
A launder system is a gravity-fed channel used to transfer molten aluminum between furnaces, degassing units, filter boxes, and casting stations while maintaining metal temperature and cleanliness.
2. How does an aluminum launder system work?
It uses gravity and elevation difference to move molten aluminum along a refractory-lined channel. No pumping is required—flow rate is controlled by the channel slope and metal head.
3. Why is insulation important in an aluminum launder system?
Good insulation reduces heat loss along the transfer path, lowers holding furnace energy consumption, and helps maintain the precise metal temperature needed at the casting station.
4. What materials are used in aluminum launder linings?
Hot-face linings are typically made from high-alumina castables or fused silica shapes. Insulation backing uses ceramic fiber board or microporous silica panels depending on space and temperature requirements.
5. What causes launder refractory failure?
The most common causes are thermal shock from improper preheating, chemical attack from aggressive alloys, and mechanical damage from metal penetration into cracks during thermal cycling.
6. How does a launder system affect melt cleanliness?
A poorly designed or maintained launder introduces turbulence and atmospheric contact, generating oxide films that contaminate the melt just before casting—undoing upstream degassing and filtration work.
7. What equipment does a launder system connect to?
In a typical casting line, the launder connects the holding furnace to a degassing unit, ceramic foam filter box, hot-top casting system, or direct casting station.
8. How long does an aluminum launder lining last?
With proper preheating, regular maintenance, and compatible hot-face materials, a well-engineered launder lining typically lasts 18–36 months depending on alloy aggressiveness and operating temperature.
9. What alloys are hardest on launder refractory materials?
Magnesium-bearing alloys such as 5xxx series are significantly more chemically aggressive than 1xxx alloys and require more resistant hot-face materials and more frequent inspection.
10. How do you reduce heat loss in an aluminum launder system?
Use well-fitted insulating covers, select low-conductivity insulation backing, minimize launder length where possible, and follow proper preheating procedures to avoid cold spots in the lining.





