
Porous ceramic is an engineered material full of controlled, interconnected voids that let fluids pass through while trapping solid particles. It shows up everywhere — water treatment, biomedical implants, catalyst supports, exhaust after-treatment, and molten metal casting. This article focuses on one specific application: porous ceramic filtration for molten aluminum . If you work in a casthouse or foundry and need cleaner aluminum with fewer inclusions, the information below covers exactly how ceramic foam filters work, what specs matter, and how to get the most out of them.

Different types of ceramic filters for foundry: Alumina, SiC, and Zirconia
What Is Porous Ceramic?
A porous ceramic is any ceramic body that contains a deliberate network of open or closed pores. The porosity can range from about 30 % in a dense refractory up to 90 % in a highly open-cell foam. Engineers control pore size, pore distribution, and total porosity during manufacturing to tailor the material for a specific job.
There are three broad structural types:
| Structure Type | Pore Character | Common Production Method | Typical Porosity Range |
|---|---|---|---|
| Foam (reticulated) | Open, interconnected cells | Polymer-sponge replication | 80–90 % |
| Honeycomb | Straight, parallel channels | Extrusion | 50–70 % |
| Granular / sintered | Irregular, tortuous paths | Powder pressing + sintering | 30–50 % |
For molten aluminum filtration, the reticulated foam structure dominates because its tortuous three-dimensional network forces metal to change direction repeatedly, which greatly improves inclusion capture compared with straight-through channels.
Is Ceramic Porous?
Not all ceramics are porous on purpose. A fired porcelain mug, for instance, is designed to be as dense and impermeable as possible. But when ceramics are made porous intentionally, the result is a lightweight, chemically inert, thermally stable structure that can handle environments no polymer or metal filter could survive — including direct contact with 720 °C liquid aluminum.
The key distinction matters: natural porosity (cracks, voids from poor sintering) weakens a ceramic, while engineered porosity (uniform, controlled, reproducible) turns it into a precision filtration tool. Every ceramic foam filter used in aluminum casting falls firmly in the engineered-porosity category.
How Does a Ceramic Filter Work?
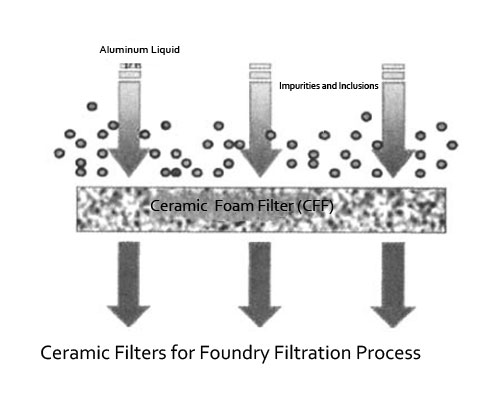
A porous ceramic filter removes particles from a fluid through three complementary mechanisms:
- Mechanical sieving — particles larger than the pore opening simply cannot pass through.
- Direct interception — particles following a fluid streamline come close enough to a pore wall to stick.
- Deep-bed capture — particles much smaller than the pore size collide with interior surfaces due to inertia, gravity, or turbulent eddies, and are held there by van der Waals forces or by chemical adhesion with the ceramic surface.
In aluminum filtration, the third mechanism is the most important. Oxide films (Al₂O₃), spinels (MgAl₂O₄), and carbide fragments are often far smaller than the filter’s nominal pore size, yet they still get captured because the tortuous path forces the metal through dozens of directional changes inside the foam. Once an inclusion touches a ceramic strut, the interfacial energy difference between the oxide particle and the ceramic surface keeps it locked in place.
This is why a 30 PPI ceramic foam filter can trap inclusions down to 30–50 µm even though its individual pore openings exceed 1 mm — the filtration is not just about hole size.
Porous Ceramic Filtration in Molten Aluminum Processing
Now let’s get into the specifics that matter inside a casthouse.
Why Use Ceramic Foam Filters for Aluminum Purification?
Aluminum picks up inclusions at every stage — furnace charging, alloying, degassing, and transfer. By the time the metal reaches the casting station, it can contain 1–5 ppm of particulate contamination by weight. That sounds tiny, but in a thin-gauge sheet or aerospace forging, even a few oxide clusters mean scrapped product.
Ceramic foam filters sit in the transfer trough, usually in a dedicated filter box, and act as the last line of defense before the metal enters the mold or DC casting pit. Compared with alternatives like steel mesh screens or fiberglass cloth, a ceramic foam filter offers:
- Three-dimensional filtration depth, not just surface straining.
- Thermal stability up to 1 100 °C — no risk of melting, burning, or contaminating the aluminum.
- Chemical inertness with most wrought and foundry alloys.
- Consistent, repeatable performance from cast to cast.
For a deeper look at the overall melt-cleaning process — including degassing and flux treatment steps that should come before filtration — see our guide to molten aluminum purification methods.
What Pore Size Should You Choose?
Ceramic foam filters are rated in PPI — pores per linear inch. The higher the number, the finer the pore structure and the tighter the filtration. Here is a practical selection guide based on the end product:
| PPI Rating | Nominal Pore Opening | Best Suited For | Inclusion Removal Efficiency |
|---|---|---|---|
| 10–20 PPI | ~2.5–1.5 mm | Runner / gating systems, very large castings | 50–65 % |
| 30 PPI | ~1.0 mm | Extrusion billet, general foundry castings | 70–80 % |
| 40–50 PPI | ~0.6–0.8 mm | Automotive sheet, high-integrity structural castings | 80–92 % |
| 60–80 PPI | ~0.3–0.5 mm | Aerospace plate, can stock, foil | 92–98 % |
A rule of thumb we follow: start with the coarsest filter that meets your quality spec. Going finer than necessary slows pour speed, increases head-pressure requirements, and shortens filter life — all of which cost money without adding real value. If your customer specs call for a K-value below 1.0 per the Aluminum Association’s inclusion measurement guidelines (PDF), a 50 PPI filter combined with proper upstream degassing will usually get you there.
What Size and Shape of Filter Do You Need?
Ceramic foam filters for aluminum come in standard square or rectangular footprints. Choosing the right dimensions depends on your flow rate and casting speed.
| Filter Dimensions (mm) | Typical Flow Rate Range | Common Application |
|---|---|---|
| 178 × 178 × 50 (7″) | 8–15 kg/min | Small foundry castings |
| 305 × 305 × 50 (12″) | 15–35 kg/min | Medium billet / slab |
| 432 × 432 × 50 (17″) | 35–65 kg/min | Large DC casting |
| 508 × 508 × 50 (20″) | 55–90 kg/min | High-speed continuous casting |
Thickness matters too. A 50 mm filter provides roughly twice the inclusion holding capacity of a 25 mm filter at the same PPI, because there is more internal depth for deep-bed capture. For long casting sequences or dirty alloys with high recycle content, the thicker option pays for itself by preventing premature blinding.
AdTech manufactures the full range of ceramic foam filter sizes and PPI grades, and also supplies matched filter boxes designed to seat the filter securely, maintain a proper metal head, and simplify quick changeouts between casts.
If your project requires the use of Porous Ceramic Foam Filter, you can contact us for a free quote.
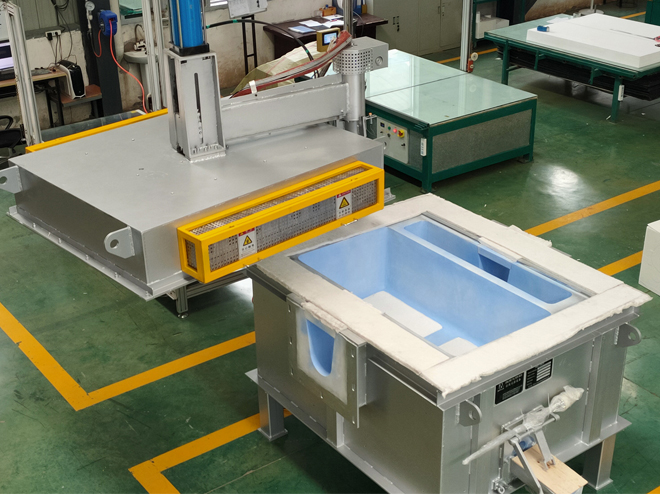
ceramic foam filter in the plate filter box
How to Get the Best Results From Porous Ceramic Filtration
Even the best filter underperforms if it is mishandled. These practical tips come straight from casthouse experience:
Preheat the filter properly. A cold ceramic foam dropped into a hot filter box will thermal-shock and crack. Preheat the filter box and filter together to at least 500–600 °C before you start pouring. Some plants use embedded electric heaters in the filter box; others rely on a gas torch. Either method works, but even heating across the full face is critical.
Prime slowly. Let the initial flow of metal wet the ceramic surface gently. Pouring too fast at the start pushes a slug of air through the filter and can fracture internal struts. A controlled, gradual prime also allows the first layer of captured inclusions to form a “filter cake” that actually boosts filtration efficiency for the remainder of the cast — a well-known phenomenon in deep-bed filtration theory.
Don’t re-use single-use filters. It sounds obvious, but we have seen foundries try to save money by flipping a used filter and running a second cast. The captured inclusions become re-entrainment sources on the second pour, making the metal dirtier than if no filter were used at all.
Pair filtration with upstream melt cleaning. A ceramic foam filter is not a substitute for degassing or fluxing — it is the final polishing step. If you skip degassing and rely on filtration alone, you will overload the filter with hydrogen-related dross and inclusions within minutes. Our page on ceramic foam filter applications covers the full workflow in more detail.
What Material Are Aluminum Ceramic Foam Filters Made From?
The vast majority are manufactured from high-purity alumina (Al₂O₃), typically above 85 % alumina content, with silica and other binders making up the balance. Some specialty grades use phosphate-bonded alumina or alumina-chromia blends for extra chemical resistance with high-magnesium alloys.
The manufacturing process follows the polymer replica method: a flexible polyurethane foam template is coated with a ceramic slurry, then dried and fired in a kiln at 1 200–1 500 °C. The polymer burns out, leaving behind a rigid ceramic skeleton that perfectly replicates the original foam’s open-cell geometry. The result is a lightweight yet strong filter with porosity typically between 80 and 85 %.
This process is elegant, but controlling slurry rheology and firing profile is what separates a good filter from a mediocre one. Inconsistent coating thickness leads to weak struts that break under metallostatic pressure; over-firing causes excessive shrinkage and dimensional inaccuracy. When you are evaluating suppliers, ask for crush-strength data (a quality filter at 30 PPI should exceed 1.0 MPa) and dimensional tolerance reports.
Characteristics of Porous Ceramic Filter Material
Compared with other filter materials, porous ceramics have the following characteristics as filter materials.
- Porous ceramic filter material has high porosity, up to 60%. The pore size is uniform and easy to control. High filtration accuracy, up to 011Lm, suitable for precision filtration of various media.
- Good acid and alkali resistance. It can be used to filter strong acids (sulfuric acid, nitric acid, hydrochloric acid), strong bases (sodium hydrochloride, etc.), and various organic solvents.
- High mechanical strength, working pressure up to 6M Pa, differential pressure up to 1M Pa.
- High-temperature resistance, good quenching, and quenching performance, working temperature up to 800 ℃. Suitable for all kinds of high-temperature gas filtration.
- The filter element is clean, non-toxic, odorless, and free of foreign matter. It is suitable for aseptic processing operations.
- The filter element has a long service life, and long-term use, and the pore shape does not change, which is convenient for cleaning and regeneration.
When Should You Consider a Higher-Performance Filtration System?
For standard extrusion billet and general foundry work, a single-stage ceramic foam filter is perfectly adequate. But if you are casting aerospace plate, ultra-thin foil, or any product where a single inclusion means a rejected coil, consider a two-stage setup: a deep-bed filter (tabular alumina media) in series with a fine-PPI ceramic foam filter downstream.
The deep-bed unit handles the heavy lifting — large inclusions, dross fragments, and flux residue — while the CFF provides final polishing. Combined removal efficiency routinely exceeds 99 % for inclusions above 20 µm, which is difficult to achieve with either filter type alone.
Electromagnetic separation is another option gaining traction in continuous sheet lines, though the capital cost is significantly higher. For most operations, a well-managed ceramic foam filtration stage remains the most cost-effective path to clean aluminum.
Porous ceramic filtration is not glamorous, but it is one of the few process steps where a relatively small investment delivers a measurable, immediate improvement in metal quality. Get the filter grade right, preheat it properly, and pair it with solid melt-cleaning practices upstream, and you will see the difference on your PoDFA or LiMCA results within the first cast.
Related posts:
 porous ceramic filter -PAL introduction
Filtration mechanism of porous ceramic filter
porous ceramic filter -PAL introduction
Filtration mechanism of porous ceramic filter
 Foam Ceramic Filters
Foam Ceramic Filters
 Ceramic Foam Filters
Ceramic Foam Filters
 Porous Ceramic Filter for Foundry
Porous Ceramic Filter for Foundry
 Foam Ceramic Casting Filter
Foam Ceramic Casting Filter
 Ceramic Foam Filter Uses
Ceramic Foam Filter Uses
 Alumina Foam Ceramic Filter Plate
Alumina Foam Ceramic Filter Plate
 Ceramic Foam Filters Size
Ceramic Foam Filters Size
 CFF Ceramic Foam Filter
The purification of aluminium
The aluminum extraction process
Study of some issues in the field of aluminum, porous ceramic filter
Filter box product application and advantages(porous ceramic filter)
Modification of cutting surface of foam cutting machine
CFF Ceramic Foam Filter
The purification of aluminium
The aluminum extraction process
Study of some issues in the field of aluminum, porous ceramic filter
Filter box product application and advantages(porous ceramic filter)
Modification of cutting surface of foam cutting machine





