
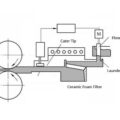
Aluminum continuous casting and rolling combines casting and hot rolling in the aluminum strip forming process, greatly shortening the production process and production cycle, and has become one of the main methods of aluminum processing and production of strips.
On the basis of optimizing the structure of the casting-rolling nozzle cavity and increasing the gap between the casting-rolling nozzle rolls, the casting-rolling process parameters such as the casting-rolling zone are adjusted to match it. In the end, the goal of reducing the temperature of the aluminum liquid in the front box of the casting and rolling and increasing the casting speed is realized, the casting speed is increased, and the longitudinal streak defect of the cast-rolled strip is reduced, so that the internal structure of the cast-rolled strip is denser and the casting is improved. Production efficiency of rolled billets.
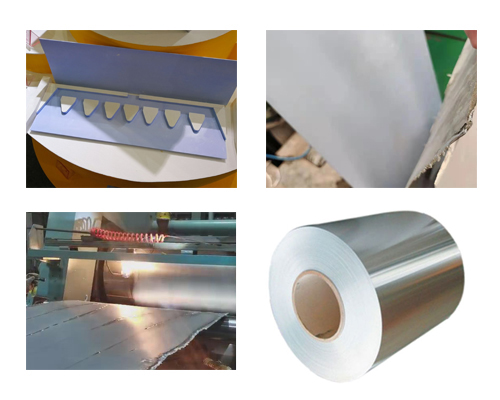
The casting nozzle is a prerequisite for stable aluminum continuous casting and rolling. The flow distribution state in the casting nozzle mainly depends on the placement and number of the stop blocks, that is, a different number of stop blocks of different specifications are placed along the outflow direction of the molten aluminum to ensure a stable, uniform and continuous molten aluminum for the casting and rolling area. AdTech has specialized in the caster tips business since 2012 and got a good reputation in domestic and overseas. The caster tips are mainly used for Micron-sized aluminum foil, PS plate casting.
In order to cope with the increase in casting and rolling speed, the placement of the stop block in the casting nozzle cavity was optimized. The main consideration was the insufficient supply of molten aluminum at the edge. The distributed stop was improved and the distance between the edge stop was increased. 2 mm to 3 mm larger, reduce the distance between the middle stoppers by 2 mm to 3 mm, and increase the supply of molten aluminum in the distribution.
Related posts:
 Continuous Casting and Rolling
Continuous Casting and Rolling
 Tropical Defect in Continuous Casting
Tropical Defect in Continuous Casting
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process
 Continuous Cast Rolling Technology
Continuous Cast Rolling Technology
 Continuous Casting and Rolling Technology
Continuous Casting and Rolling Technology
 Casting Rolling Technology
Casting Rolling Technology
 Tip Cavity
Tip Cavity
 Purification Treatment for Continuous Casting
Purification Treatment for Continuous Casting
 Ultra-Thin Casting and Rolling
Ultra-Thin Casting and Rolling
 Feed Tip For Continuous Casting Machine
Feed Tip For Continuous Casting Machine
 Cast-Rolling Production Temperature
Cast-Rolling Production Temperature
 Caster Tip for Continuous Casting
Caster Tip for Continuous Casting
 Cast Rolling Plate
Cast Rolling Plate
 Feeder Caster Tip
Feeder Caster Tip
 Aluminum Casting Tips
Aluminum Casting Tips





