
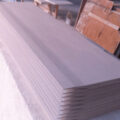
Foundry Feeding Tip is a key component of aluminum belt continuous casting machine, and its quality directly affects the quality and output of crawler aluminum foil. It is specially processed high-aluminum ceramic casting nozzle material.
The feed gate can effectively prevent the erosion of the molten aluminum to the gate and prevent the carbonization of the casting billet.
The fractured structure is a thin and uniform layered fiber structure to prevent the existence of flocculated structure.
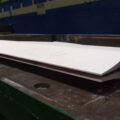
The working surface coating is uniform and smooth.
Prevent the occurrence of granular cracks and coating shedding.
Provide a guarantee for the high quality of the cast-rolled plate.

Processing of Foundry Feeding Tip
1. Place the casting nozzle plate on the production platform, determine the position of the partition and the fence according to the alloy grade and specifications, close the cover, and adjust the gap between the upper cover and the partition and the fence, if it is matched good, fixed with white latex.
2. Cover the backing plate, put the wooden strip, lock it with a special fixture, measure the size of the mouth opening (the opening in the casting nozzle is generally the same as the plate thickness, and the opening requirements are subject to the casting nozzle processing plan), and adjust to the required size. Require the whole mouth to be straight
3. According to the opening of the mouth, cut the ears and paste them on both sides of the casting mouth, pad the wooden blocks, and tighten them with the tightening screws.
4. After the casting nozzle is fixed on the platform for a period of time (not less than 2 hours), remove it, drill the hole according to the position of the casting nozzle fixture hole, and mark the specification, size and casting nozzle number with a pencil.
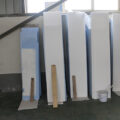
5. Put the finished casting nozzle on the shelf in the drying room, and pay attention to the neat and straight placement. Placed according to the principle of narrow top and wide bottom, no more than 4 pairs at most
6. Fill in the casting nozzle processing record form in detail.
Assembly of Foundry Feeding Tip
1. Hang the casting nozzle fixture on the special platform, remove the waste nozzle and clean it.
2. Take out the required casting nozzle from the drying chamber and place it flat on the casting nozzle flat tool. Align the center line so that the rear edge of the nozzle is aligned with the rear edge of the lower platen, and the front edge is parallel to the front edge of the lower platen. Cover the upper platen to make it The back edge is aligned with the back edge of the casting nozzle, and the front edge is parallel.
3. Tighten the bolts of the clamp to adjust the mouth opening to all the required requirements.
4. Tighten the side pressure plate and top wire.
5. Check whether the cast lip mouth is rough or not, use metallographic sandpaper to polish the cast lip mouth smoothly, put the feeding tube and the front box, set it up, hoist it into the drying box and bake, the baking time is at least 3 hours, and bake The baking temperature is set to 180°C. When baking for a long time, the temperature is set to 80-100℃
6. Record the mouth opening and straightness after assembly.
Related posts:
 Molten Aluminum Feeding Nozzle
Molten Aluminum Feeding Nozzle
 Foundry Feeding Tip Cavity
Foundry Feeding Tip Cavity
 Molten Aluminum Castertip
Molten Aluminum Castertip
 How to Use Caster Tip: Complete Technical Guide for Aluminum Strip Casting
How to Use Caster Tip: Complete Technical Guide for Aluminum Strip Casting
 Feeding Nozzle
Feeding Nozzle
 Feeding Tip and Nozzle
Feeding Tip and Nozzle
 Feeding Caster Tip
Feeding Caster Tip
 Caster Feeding Nozzle
Caster Feeding Nozzle
 Foundry Feed Casting Nozzle
Foundry Feed Casting Nozzle
 Feeding Castertip
Feeding Castertip
 Molten Metal Feeding Nozzle
Molten Metal Feeding Nozzle
 Aluminum Silicate Casting Tip
Aluminum Silicate Casting Tip
 Foundry Feed Tip
Foundry Feed Tip
 Foundry Feeder Tip
Foundry Feeder Tip
 Aluminum Silicate Castertips
Aluminum Silicate Castertips





