
The quality of molten aluminum flow control in the aluminum alloy casting process is a key factor in determining the quality of the ingot. Especially in the hollow aluminum alloy ingot casting process, the liquid level must be controlled well and not fluctuating high and low. If the liquid level in the crystallizer is too high, it is easy to cause cracks on the surface of the ingot. If the liquid level is too low, the ingot is prone to a cold barrier and aluminum leakage. The flow of molten aluminum is usually directly controlled by a buoy or controlled by a buoy lever, which is difficult to ensure casting accuracy.
The automatic molten aluminum flow control device for casting is installed between the large melt flow channel and the casting flow plate. The large melt flow channel and the casting flow plate are connected through the flow channel, and the casting flow inlet is provided in the middle of the casting flow plate, including a lever.
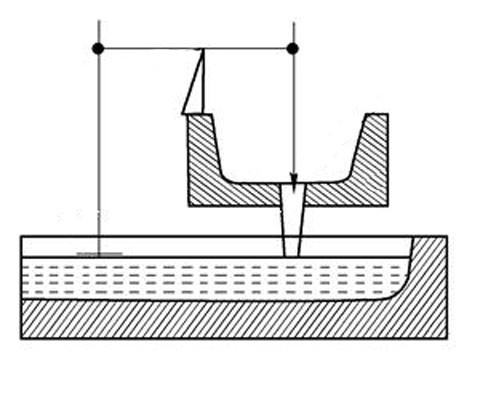
The lever is arranged above the large flow channel of the molten liquid, the first connecting rod and the second connecting rod are vertically arranged on both sides of the balance arm of the lever, and the refractory plug is arranged on the casting inlet in the middle of the casting flow plate, and the refractory plug is connected to the first connecting rod. The ends are fixedly connected. A fire-resistant float is provided at the end of the second connecting rod, and the fire-resistant float floats on the melt in the large flow channel of the melt.
Using the up and down fluctuations of the liquid level in the large melt flow channel to make the refractory float up and down, and then transfer it to the refractory plug in the casting flow plate through the lever, the aluminum liquid supply to the casting inlet can be automatically and continuously supplied by the up and down movement of the refractory plug. And the supply is even and stable, thus ensuring the normal progress of the casting process.





