
Preparation before using on-line degassing device:
1. Check the mechanical system, electrical system and hydraulic system of on-line degassing device carefully before use, and deal with problems timely to ensure normal production.
2. Before use, carefully check whether the gas pipeline of the on-line degassing device leaks or is blocked. If there is any problem, handle it in time to ensure the degassing effect.
3. Before casting, check whether the air hole of the rotor is smooth, whether the graphite rotor rotates normally and whether the gas flow is normal.
4. Before casting, check whether all drain holes are blocked to prevent aluminum melt from flowing.
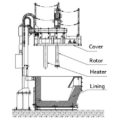
5. The upper cover of the degasser will be opened on each day shift to clean up the accumulated slag and check the rotor. If the erosion amount of the rotor head exceeds 50%, it must be replaced.
6. Before each casting, the dust, silicon felt and other impurities on the degassing device should be cleaned, and all aluminum chips, aluminum skin, aluminum slag, etc. should be cleaned to ensure the cleanness of the equipment.

Liquid Aluminum Treatment Operation in On-line Degassing Device
1. The temperature of liquid aluminum should be set according to the requirements. During casting preparation, the temperature control table of degassing box should be kept at 730 ℃. If there is no material in the degassing box due to any reason such as alloy transfer or furnace shutdown, it is necessary to ensure that the temperature inside the tank can reach 750 ℃ or above.
2. Before the charge enters the degassing tank, the baffle plate in the front of the degassing tank should be lowered to properly raise the liquid level, so that the oxide slag on the surface of the launder melt can float up in the degassing chamber, which is conducive to cleaning.
3. After casting, the degassing gas is switched to argon, and the working state of degassing box is set to processing state.
4. The inert gas is injected into the molten metal through the rotor, and chlorine is added into the inert gas. The flow rate of inert gas is 4nm3 / h, and the flow rate of chlorine is 0.5% – 2% of that of inert gas. Check the flow and pressure in the gas control cabinet. The gas pressure is 3bar for chlorine and 6bar for argon.
5. In case of unstable argon gas, low rotating speed or abnormal operation of a certain rotor during the casting process, it is decided to continue casting or return to furnace according to the hydrogen content measured on-line. If two or three rotors suddenly fail to work normally, it must be handled immediately.
Liquid Aluminum Heat Preservation Operation
1. After casting, the working state of cylinder is switched to heat preservation state.
2. After entering the heat preservation state, the rotor speed will automatically change to the set value.
3. Turn off the argon and switch the degassing gas to nitrogen (there is no need to switch when producing 5 series high magnesium alloy). If chlorine is used, it is necessary to close the chlorine gas and purge the pipeline.
4. Adjust the heater to low power and the heater temperature is lower than 900 ℃.
Related posts:
 Aluminium Degassing Machine
Aluminium Degassing Machine
 Degassing System for Molten Aluminum
Degassing System for Molten Aluminum
 Degassing Equipment for Aluminum
Degassing Equipment for Aluminum
 Online Degassing System
Online Degassing System
 In-Line Rotating Degasser
In-Line Rotating Degasser
 Rotating Degassing System
Rotating Degassing System
 Degassing Unit for Sale
Degassing Unit for Sale
 Degassing Unit for Molten Aluminum
Degassing Unit for Molten Aluminum
 Aluminum Liquid Degassing Equipment
Aluminum Liquid Degassing Equipment
 Online Degassing Units
Online Degassing Units
 Aluminum Degassing Equipment
Aluminum Degassing Equipment
 Fixed Degassing Unit
Fixed Degassing Unit
 Rotating Degassing Device
Rotating Degassing Device
 Features of rotary degassing equipment
Introduction to filter box
Features of rotary degassing equipment
Introduction to filter box





