
The aluminum alloy liquid is refined and degassed by rotating degassing device, and the gas content of aluminum liquid is required to be less than 0.20 ml / 100 g al. After testing, the gas content in the aluminum alloy liquid is 0.16 ml / 100 g Al, which meets the technical requirements and does not exceed the standard. The porosity is basically.

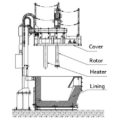
The Adtech on-line degassing equipment has an ultra long life furnace body with new high silicon melting material manufacturing technology. Degassing rotor, heater protective sleeve and thermocouple protective sleeve are made of silicon nitride ceramic manufacturing technology and high additional output. The production technology of aluminum products has high value and high technical performance requirements. The on-line rotating degassing device produced by Adtech is installed between the furnace and the casting machine to remove hydrogen and other residues in molten aluminum and its alloys that affect their quality and mechanical properties. It has dual functions: degassing and heating. The degassing efficiency was stable at an average of 60%.
They are all distributed in the highest part of the middle hub, some on the surface, some under very shallow skin. They will be exposed after shot peening or mechanical treatment and will be unevenly distributed. Therefore, it is judged that the hole is not caused by molten aluminum. The precipitation hole is caused by the gas precipitation, but it is caused by the external gas immersion in the aluminum alloy liquid.
After analysis, it can be considered that the main reason for the immersion hole is that the pouring speed is too fast and the mold cavity is not empty smoothly. When the pouring speed of molten aluminum is too fast to produce turbulence and the cavity is not fully vented, the gas in the cavity is easily sucked into the molten aluminum, and then the gas is easily pushed to the upper part of the aluminum by the liquid flow. The casting is carried out during the filling process and is finally filled to this position. Due to the rapid solidification speed of metal mold castings, the entrained gas is difficult to float out of the molten metal and leave the mold cavity, thus forming hole defects on the upper surface or under the shallow skin of the casting.
Related posts:
 Aluminum Degassing Units
Aluminum Degassing Units
 Online Degassing Units
Online Degassing Units
 Nitrogen Degassing Aluminium
Nitrogen Degassing Aluminium
 Molten Metal Rotary Degassing
Molten Metal Rotary Degassing
 Aluminium Degassing Machine
Aluminium Degassing Machine
 On-Line Degassing System
On-Line Degassing System
 Aluminium Degassing Process
Aluminium Degassing Process
 Degassing Equipment for Aluminum
Degassing Equipment for Aluminum
 Aluminum Degassing Equipment
Aluminum Degassing Equipment
 Rotary Degassing
Rotary Degassing
 Operating procedures for online degassing unit
Operating procedures for online degassing unit
 Aluminum Liquid Degassing Equipment
Aluminum Liquid Degassing Equipment
 Aluminum Refining Flux
Aluminum Refining Flux
 On-line Purification Device
On-line Purification Device
 Aluminum Melting Refining Agent
Aluminum Melting Refining Agent





