
With the rapid development of the automotive industry, the output of aluminum alloy castings is growing rapidly. A large number of casting waste products caused by improper treatment of aluminum alloy melts is a problem, the aluminum alloy casting manufacturers urgently need to solve. In recent years, the research of rotating degassing system for aluminum refining has attracted the attention of casting workers. There are many factors that affect the quality of aluminum alloy melts, including aluminum alloy chemical composition, melting state, aluminum alloy refining, modification.
The pinhole defect of aluminum alloy castings is the most prominent cause of casting scrap. The presence of pinholes not only reduces the effective working area of the casting, but also provides a source of cracks, and accelerates the crack propagation process. It eventually leads to a decline in the mechanical properties of the material. The generation of pinholes mainly comes from the content of slag inclusion and hydrogen content in the melt. Hydrogen accounts for about 85% of the total gas in the aluminum melt. Because the solubility of hydrogen in solid aluminum is about 1/20 in the liquid state. When the aluminum solidifies, the hydrogen dissolved in it will precipitate out to form pinholes. Refining the aluminum alloy by rotating degassing system can remove hydrogen and slag, purify the aluminum liquid, and eliminate the pinholes of castings.

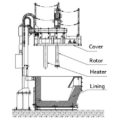
Rotating Degassing System Working Principle
The working principle of degassing unit is that when the motor drives the rotor to rotate, argon gas is broken into small bubbles. The presence of these small bubbles reduces the concentration of hydrogen in the aluminum liquid and the partial pressure on its surface, thereby reducing the concentration of hydrogen in the aluminum liquid. The hydrogen is taken out of the surface of the aluminum liquid by argon gas and burned and consumed in the liquid surface.
When small bubbles of argon gas move toward the liquid surface at the bottom of the aluminum liquid, the hydrogen dissolved in the aluminum liquid hits the argon-aluminum liquid phase interface, the hydrogen changes from the dissolved state to the adsorbed state. Gas atoms in the adsorption layer react to generate hydrogen molecules. As the bubbles grow, they rise to the surface of the molten aluminum and burn off.
When small bubbles of argon gas move from the bottom of the aluminum liquid to the liquid surface, the inclusion particles suspended in the aluminum liquid are agitated, and the inclusions collide with each other, gather and grow up. When the inclusion reaches a certain size, it may collide with the floating bubbles and be caught. It is then brought to the liquid surface to achieve the effect of removing slag.
There are two models of bubble trapping inclusions, which produce inertial collision capture for larger inclusions. For smaller inclusions, it is difficult to collide with bubbles, but tangential trapping may occur around the bubbles.
Because argon is an inert gas and the aluminum liquid does not react. It can replace hydrogen in the aluminum melt, which greatly reduces the hydrogen content in the aluminum melt and improves the mechanical properties of the aluminum alloy.

How to Detect the Hydrogen Removal Effect
In production, in order to quickly detect the hydrogen removal effect of aluminum melt, the density index comparison method is usually used. That is, the density ρ1 of the sample solidified by aluminum under vacuum and the density ρ2 of the sample solidified in air are taken out separately. Density index = (1-ρ1/ ρ2) × 100. Generally, liquid aluminum is qualified under this situation: the density index of aluminum liquid in pressure casting is less than 1.5. The density index under low-pressure casting and gravity casting is less than 1.
(1) The more and finer the argon bubbles, the larger the contact area of the aluminum liquid with the bubbles. The shorter the diffusion distance of hydrogen atoms in the aluminum liquid, the longer the bubbles stay in the aluminum liquid, and the better the degassing effect.
(2) During the refining process, the graphite nozzle rotates and sprays at the bottom of the aluminum liquid. On the one hand, it promotes the accumulation of small inclusions in the aluminum liquid in the transfer bag. On the other hand, the surface of the aluminum liquid is always stable. There is no violent tumbling phenomenon, which avoids the mixing of oxygen, reduces the generation of oxide inclusions and the secondary dissolution of hydrogen.
(3) Ar is an inert gas, non-toxic, odorless, pollution-free. Ar dehydrogenation mainly plays a role in the physical dehydrogenation of aluminum melt. The scum formed is brought out of the bubble from the aluminum liquid. Compared with flux purification, the amount of slag formed is small, and no toxic gas is generated. The rotary degassing system greatly improves the working environment and reduces the harm to the environment.
Related posts:
 Aluminium Degassing Machine
Aluminium Degassing Machine
 Degassing Equipment for Aluminum
Degassing Equipment for Aluminum
 Online Degassing System
Online Degassing System
 In-Line Rotating Degasser
In-Line Rotating Degasser
 Degassing Unit for Sale
Degassing Unit for Sale
 Degassing Unit for Molten Aluminum
Degassing Unit for Molten Aluminum
 Aluminum Liquid Degassing Equipment
Aluminum Liquid Degassing Equipment
 Online Degassing Units
Online Degassing Units
 On-line Degassing Device
On-line Degassing Device
 Aluminum Degassing Equipment
Aluminum Degassing Equipment
 Fixed Degassing Unit
Fixed Degassing Unit
 Rotating Degassing Device
Rotating Degassing Device
 Features of rotary degassing equipment
Introduction to filter box
Operating procedures for online degassing unit
Features of rotary degassing equipment
Introduction to filter box
Operating procedures for online degassing unit





