
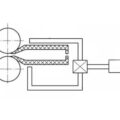
Aluminum continuous casting rolling is a process of directly producing semi-finished strips or finished strips by using liquid metal as raw material, two casting rolls opposite in rotation direction as crystallizers, and applying a certain rolling force.
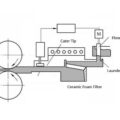
Before metal continuous casting and rolling, the casting tip and nozzle are dried and preheated in the baking furnace, and the heating device in the front box and the diversion groove are turned on to stabilize the temperature. The prepared metal is dried, put into the melting furnace and heated and melted. After removing slag and adding grain refiner, the temperature is raised to the required temperature for casting and rolling.
Start the casting and rolling mill and confirm that it can work normally. Turn the tilting melting furnace at a preset speed to pour the molten aluminum into the launder and trough, so that the molten aluminum enters the vacuum-formed headbox to stand still. When the liquid level reaches the specified height, the molten aluminum enters the casting-rolling mill from the casting nozzle, and the casting-rolling starts. After dozens of repeated trials and constant adjustment of process parameters, the aluminum alloy sheet was successfully rolled. Rolling The finished product is complete, with a good surface and shape, and basically meets the requirements of use.

In the general aluminum continuous casting rolling process, the temperature of the melt during casting and the rolling speed are the two most important factors that affect the success or failure of the casting and rolling.
On the premise that the new casting tip and nozzle can meet the requirements of use, the temperature of the molten aluminum and the rolling speed is still the main process parameters that affect the test. Due to the chilling effect of the process in which the molten aluminum melt contacts the low-temperature roll, the melt solidifies near the water outlet of the casting nozzle or even inside the casting nozzle, blocking the casting nozzle. When the temperature of the molten aluminum at the outlet is too high, leakage is likely to occur. Neither of these two phenomena
It is conducive to the smooth progress of casting and rolling, so there is an optimal casting temperature.
In this temperature range, the rolling speed has an important influence on the test: when the rolling speed is too fast, the casting and rolling cannot be carried out continuously, and the cast-rolled plate is incomplete or even broken. When the rolling speed is too slow, the melt temperature will be too high. If there is liquid leakage, the melt temperature will be too low and clogging will occur.
Related posts:
 Aluminum Continuous Casting and Rolling
Aluminum Continuous Casting and Rolling
 Continuous Casting and Rolling Technology
Continuous Casting and Rolling Technology
 Continuous Cast Rolling Technology
Continuous Cast Rolling Technology
 Continuous Casting and Rolling
Continuous Casting and Rolling
 Aluminum Strip Continuous Casting Process
Aluminum Strip Continuous Casting Process
 Casting Rolling Technology
Casting Rolling Technology
 Tropical Defect in Continuous Casting
Tropical Defect in Continuous Casting
 Ultra-Thin Casting and Rolling
Ultra-Thin Casting and Rolling
 Feed Tip For Continuous Casting Machine
Feed Tip For Continuous Casting Machine
 Cast-Rolling Production Temperature
Cast-Rolling Production Temperature
 Purification Treatment for Continuous Casting
Purification Treatment for Continuous Casting
 Electromagnetic Casting and Rolling
Electromagnetic Casting and Rolling
 Molten Aluminum Castertip
Molten Aluminum Castertip
 Aluminum Casting Nozzle
Aluminum Casting Nozzle
 Cast Rolling Plate
Cast Rolling Plate





