
Aluminum purification removes dissolved hydrogen, alkali metals, and non-metallic inclusions from molten aluminum before casting. The most widely used methods include rotary inert-gas degassing, salt flux treatment, ceramic foam filtration, and electromagnetic separation. Choosing the right purification technique directly affects casting quality, mechanical properties, and final product yield. Below, we explain each process in detail so you can select the best solution for your foundry or casthouse operation.

Molten Aluminum Purification Methods
Why Is Aluminum Purification Important?
Molten aluminum readily absorbs hydrogen from moisture in the atmosphere, tools, and furnace refractories. Even small amounts of dissolved gas cause porosity, reduced strength, and surface defects in finished castings. Effective aluminum purification keeps hydrogen content below 0.1 mL/100 g Al, minimizes oxide inclusions, and ensures consistent metallurgical quality across every pour.
Key contaminants targeted during molten aluminum purification include:
- Dissolved hydrogen – the primary gas impurity in liquid aluminum.
- Alkali metals (Na, Ca, Li) – cause hot cracking and reduce ductility.
- Non-metallic inclusions (Al₂O₃, MgAl₂O₄, carbides) – act as stress raisers and reduce fatigue life.
Without proper purification of the aluminum melt, scrap rates rise, downstream machining costs increase, and end-use performance suffers.
What Are the Main Molten Aluminum Purification Methods?
In practice, aluminum purification in a foundry or casthouse is rarely a single-step operation. The industry primarily uses flux purification and gas purification as the core treatment methods, with ceramic foam filtration , Plate Filtering Unit , and deep bed filtration serving as downstream polishing stages. Each method targets different types of contamination, which is why they work best in combination.
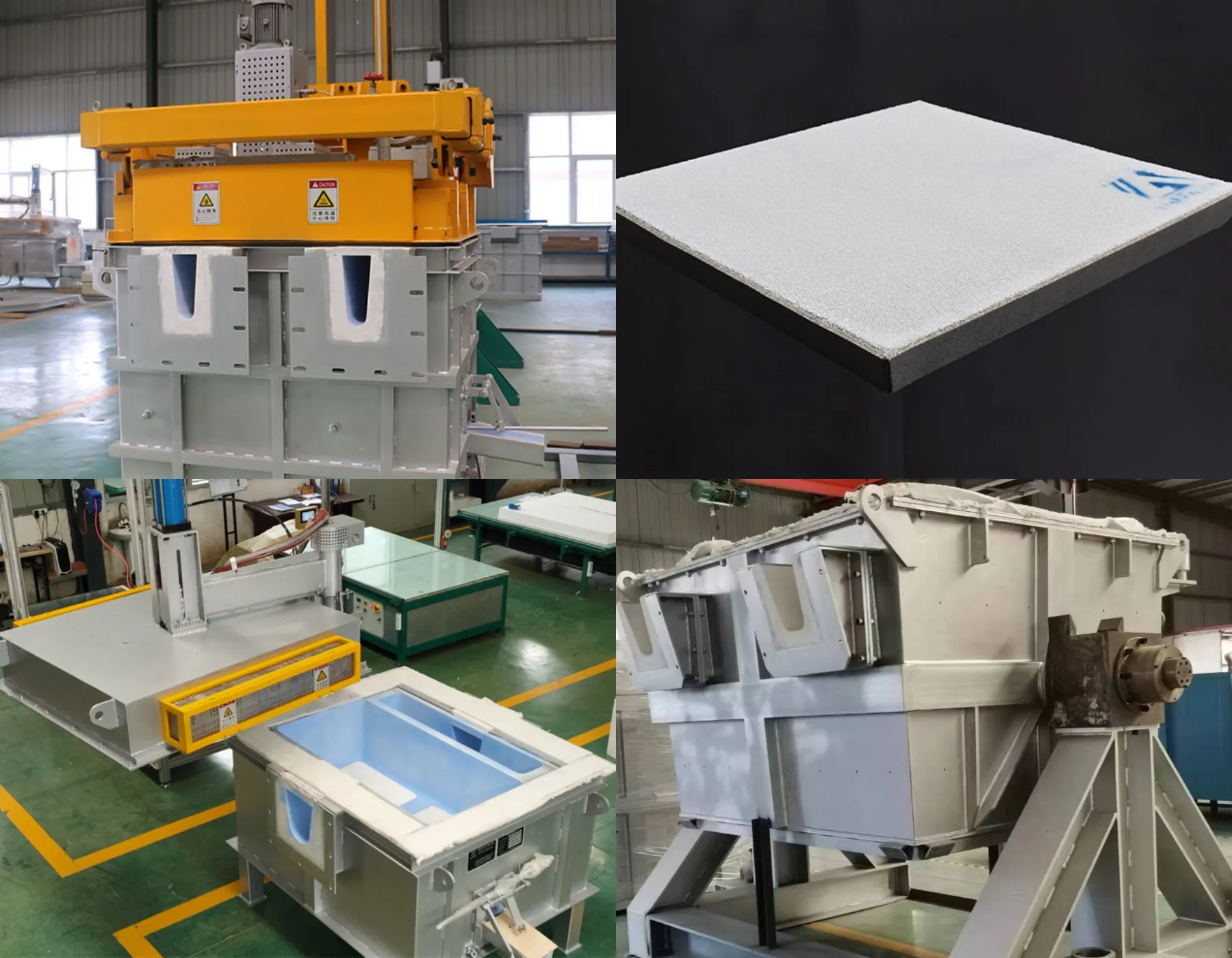
degassing equipment, ceramic foam filter, filter unit and deep bed unit
How Does Flux Purification Work?
Flux purification uses specially formulated salt mixtures that are added to the aluminum melt to clean it from the inside out. A well-designed flux for molten aluminum purification is characterized by a low melting point, low density, low surface tension, high chemical activity, and — critically — strong adsorption capacity for oxidation slag.
When flux is introduced into the melt (either by spreading on the surface, plunging, or injection through a carrier gas), it disperses into a large number of fine droplets. These droplets are physically and chemically active at the aluminum-oxide interface. Oxide particles, bifilms, and other non-metallic inclusions are wetted by the flux droplets, absorbed, and dissolved into them. The loaded flux droplets then coalesce and rise to the melt surface, carrying the contaminants with them. The resulting scum — now containing the captured oxides — is removed by skimming once it has cooled and solidified sufficiently to be handled cleanly.
The flux also plays a role in recovering metallic aluminum from the dross layer. During the purification process, flux added to the dross helps separate trapped aluminum droplets from the oxide matrix, improving your metal yield from materials that would otherwise go to waste.
What’s Actually in Aluminum Purification Flux?
Most commercial purification fluxes for aluminum are based on blends of alkali chlorides and fluorides — principally sodium chloride (NaCl), potassium chloride (KCl), and various fluoride additions such as cryolite (Na₃AlF₆) or calcium fluoride (CaF₂). The eutectic NaCl-KCl blend melts at around 660°C, which means it becomes liquid at approximately the same temperature as the aluminum itself — ideal for forming the fine, well-dispersed droplets that make flux purification effective.
Fluoride additions lower surface tension further and improve the flux’s ability to wet and penetrate tightly folded oxide bifilms. Some specialized fluxes include reactive components that specifically target alkali metal contamination — sodium, calcium, and lithium — which cause brittleness, hot tearing, and reduced elongation in certain alloy systems.
What Types of Flux Are Used in Aluminum Purification?
Choosing the right flux isn’t a one-size-fits-all decision. Different stages of the melt treatment process — and different contamination problems — call for different flux formulations. Using the wrong flux, or using the right one at the wrong step, can leave contaminants behind or even introduce new problems like salt inclusions or excessive fume generation.
Here are the four main categories used across most foundry and casthouse operations:
Oxide Removal Flux
This is your first line of defense against the oxide films and bifilm defects that are the single biggest quality killer in aluminum casting. Oxide removal flux is formulated with aggressive wetting agents — typically fluoride-rich blends — that penetrate and break apart the tightly folded Al₂O₃ films that form constantly on the melt surface and get folded into the bulk metal during stirring, charging, and transfer.
In practice, oxide removal flux is most critical when you’re processing high-scrap-ratio charges. Returns and remelted scrap carry significantly heavier oxide loads than primary ingot, and without a dedicated oxide removal flux treatment, those oxides end up as crack-initiating bifilms in your castings. If you’re seeing sporadic mechanical test failures or unexplained leak paths on pressure-tight parts, oxide contamination that survived degassing is very often the root cause.
Refining Flux
Refining flux serves a broader metallurgical role. It’s designed not just to capture inclusions but to actively react with and neutralize dissolved impurities — particularly alkali metals (Na, Ca, Li) and, in some formulations, dissolved magnesium that’s out of specification. The reactive components in refining flux — typically chloride and fluoride compounds with controlled reactivity — form volatile or insoluble compounds with these impurities, which are then removed either through the gas phase or as part of the dross layer.
Refining flux is injected into the melt through a rotary degassing unit alongside an inert carrier gas in most modern operations. This injection method disperses the flux into extremely fine particles, maximizing the surface area available for reaction and dramatically improving the efficiency compared to surface application. For alloys where tight compositional control matters — automotive structural castings, for instance, where sodium above 5 ppm can cause hot tearing — refining flux treatment is essentially non-negotiable.
Deslagging Flux
After degassing and refining are complete, you’re left with a dross layer on the melt surface that needs to be removed cleanly. This is where deslagging flux earns its keep. Applied directly to the dross layer, deslagging flux works by chemically separating the entrapped metallic aluminum from the oxide matrix, making the dross drier, more powdery, and much easier to skim cleanly.
The practical benefit is twofold. First, you remove the dross more completely, which means fewer inclusions get carried into the casting during pouring. Second, you recover more metallic aluminum from the dross itself — which directly improves your melt yield. In operations processing hundreds of tons per month, even a 2–3% improvement in dross aluminum recovery adds up to significant savings.
A good deslagging flux should produce a dry, free-flowing dross that separates cleanly from the melt surface without dragging liquid aluminum with it. If your dross is heavy, wet, and metallic-looking, your deslagging flux either isn’t doing its job or you’re not using enough of it.
Tundish Flux
Tundish flux is a specialized product used in the tundish (also called the headbox or distribution box) in continuous or semi-continuous casting operations. The tundish is the intermediate vessel between the furnace and the casting mold, and it’s the last point in the process where you can influence melt cleanliness before the metal enters the mold cavity.
Tundish flux forms a protective molten layer on the metal surface inside the tundish, preventing re-oxidation and hydrogen pickup during the critical transfer stage. It also acts as a final inclusion trap — absorbing any fine oxide particles or bifilms that have survived all upstream treatment steps. For DC billet and slab casting operations, tundish flux is an essential part of the purification chain, because any contamination that enters the mold at this stage goes directly into the product.
| Flux Type | Primary Function | When It’s Used | Key Performance Indicator |
|---|---|---|---|
| Oxide removal flux | Break apart and remove Al₂O₃ bifilms | During melt treatment, especially high-scrap charges | Reduced bifilm count on RPT sample cross-section |
| Refining flux | Remove alkali metals, neutralize dissolved impurities | During rotary degassing / injection stage | Alkali metals < 5 ppm (Na), chemistry in spec |
| Deslagging flux | Separate aluminum from dross, clean skim | After degassing, before transfer | Dry, low-metal dross; improved melt yield |
| Tundish flux | Prevent re-oxidation, final inclusion capture | In the tundish during casting | Clean metal surface in tundish, no surface turbulence |
Flux functions and application stages based on standard foundry practice guidelines and technical data referenced from The Aluminum Association industry resources.
How Does Gas Purification Work for Molten Aluminum?
Gas purification is the primary purification method for aluminum, particularly for primary aluminum and large-volume casthouse operations. The principle is the same as rotary degassing: introduce fine gas bubbles into the melt, let dissolved hydrogen and entrained inclusions migrate into or attach to the bubbles, and allow the bubbles to carry them to the surface.
The gas used is chlorine, nitrogen, or — most commonly — a mixture of both. A commonly used mixture is 90% nitrogen + 10% chlorine. The nitrogen provides the inert carrier bubbles for hydrogen removal, while the chlorine serves as the active chemical agent. Chlorine reacts with dissolved alkali metals in the melt to form volatile chloride compounds (NaCl, MgCl₂, etc.), which leave the melt with the rising gas bubbles.
An improved formulation that many operations use is 10% chlorine + 10% carbon dioxide + 80% nitrogen. The addition of CO₂ is worth understanding: carbon dioxide acts as a diffusing agent that helps disperse the chlorine and nitrogen more uniformly through the melt. The result is finer, more evenly distributed bubble formation, which shortens treatment time without compromising the degree of purification achieved.
Gas purification through a rotary injection system does three things simultaneously:
- Removes dissolved hydrogen by providing low-partial-pressure bubble surfaces for hydrogen diffusion
- Separates and floats non-metallic oxide inclusions
- Removes certain metallic impurities — particularly magnesium — through chemical reaction with the chlorine component
This is why gas purification is the workhorse of primary aluminum purification. It addresses multiple contamination types in a single step.
Environmental Considerations Around Chlorine Use
It’s worth being straightforward about this: chlorine-based gas purification generates hydrogen chloride (HCl) fumes and other chlorinated byproducts that require proper exhaust capture and scrubbing systems. Many modern foundries have moved toward chlorine-free or reduced-chlorine approaches — using argon or nitrogen with reactive refining flux injection instead — to minimize regulatory burden and improve working conditions. The trend in the industry is clearly toward lower chlorine use, and advanced flux formulations have made this increasingly practical without sacrificing metal cleanliness.
| Gas Mixture | Composition | Primary Function | Environmental Concern |
|---|---|---|---|
| Pure nitrogen | 100% N₂ | Hydrogen removal, inclusion flotation | Minimal — safe and clean |
| Nitrogen + chlorine | 90% N₂ + 10% Cl₂ | H₂ removal + alkali/Mg removal | HCl fumes — requires scrubbing |
| N₂ + Cl₂ + CO₂ | 80% N₂ + 10% Cl₂ + 10% CO₂ | Enhanced diffusion, shorter treatment time | HCl fumes — requires scrubbing |
| Argon | 100% Ar | Premium H₂ removal, no AlN risk | Minimal — higher cost |
Gas mixture compositions and functional properties referenced from ASM International Handbook Vol. 15: Casting and primary aluminum industry process standards.
What Is the Role of Filtration in Aluminum Melt Purification?
Gas purification and flux treatment are effective at removing dissolved hydrogen and bulk inclusion loads, but they have limits. Very fine oxide particles and bifilms — particularly those smaller than 50–100 microns — often survive degassing and surface skimming. This is where filtration becomes essential.
Think of filtration as the polishing stage. It doesn’t replace upstream degassing and fluxing; it catches what those steps miss.
Ceramic Foam Filters
Ceramic foam filters (CFF) are the most widely used filtration method in modern aluminum foundries and casthouses. A ceramic foam filter is a three-dimensional open-cell structure made from alumina, zirconia, or silicon carbide, with pore sizes typically rated at 10, 20, 30, 40, 50, or 80 PPI (pores per inch). Finer PPI ratings provide better filtration but also more flow resistance.
The filtration mechanism is primarily depth filtration and cake filtration: inclusions that are larger than the pore openings are physically blocked, while smaller particles adhere to the internal pore surfaces through inertial impaction and surface attraction. A well-primed ceramic foam filter with a small initial cake of captured inclusions actually becomes more efficient over time as the cake layer builds.
For most die casting and sand casting operations, a 30–50 PPI filter placed in the runner system or a dedicated filter box provides an excellent balance of cleanliness and flow rate. For aerospace-grade castings, 50–80 PPI filters are common, often used in series.
Tube Filters
Tube filters — sometimes called tubular filters or bonded particle filters — are cylindrical rigid ceramic elements that the metal flows through radially. They provide very high filtration efficiency and are particularly effective for removing fine inclusions in continuous casting operations. Their main limitation is higher cost and more complex installation compared to flat ceramic foam filters.
Deep Bed Filtration
Deep bed filters use a packed bed of granular alumina or other refractory media, typically several inches deep, through which the molten aluminum flows. The large depth of media provides extremely high inclusion capture efficiency, particularly for very fine particles that would pass through a ceramic foam filter. Deep bed filtration is most common in large-scale primary aluminum DC casting lines where consistent, high-purity metal is required.
| Filtration Method | Pore/Particle Size Captured | Flow Rate | Best Application | Relative Cost |
|---|---|---|---|---|
| Ceramic foam filter (CFF) | >15–20 µm effectively | Moderate–high | Die casting, sand casting, permanent mold | Low |
| Tube filter | >5–10 µm | Moderate | Continuous casting, precision casting | Medium |
| Deep bed filter | >1–5 µm | High (continuous) | DC billet/slab casting, primary aluminum | High |
| Combination (CFF + deep bed) | Comprehensive | Variable | Aerospace, automotive structural | High |
Filtration efficiency data referenced from The Aluminum Association technical publications and published filtration performance studies in Light Metals proceedings (TMS).
How Do These Purification Methods Work Together in Practice?
In a well-run aluminum casthouse or foundry, purification isn’t a single event — it’s a sequence. Here’s how a typical high-quality operation integrates these methods:
Step 1 — Charge management: Dry, clean charge materials are loaded into the furnace. Wet or heavily oxidized scrap is pre-treated. Cover flux is applied to the melt surface immediately after melting to prevent further oxidation.
Step 2 — Oxide removal and cleaning: Oxide removal flux is plunged into the melt or applied as a dressing to manage heavy oxide and dross loads. This is particularly important when processing high-scrap-content charges where bifilm contamination is heaviest.
Step 3 — Gas purification / refining flux injection: The core treatment step. A rotary degassing unit introduces inert gas (with or without reactive chlorine addition, depending on the alloy and cleanliness target) along with injected refining flux. Hydrogen is removed, inclusions are floated, and alkali contaminants are neutralized. Deslagging flux is then applied to the dross layer, which is skimmed promptly after treatment.
Step 4 — Metallurgical verification: Before the metal moves toward casting, a sample is taken for hydrogen measurement (RPT or analyzer) and spectrographic chemical analysis. This step confirms the melt meets specification. If it doesn’t, the batch goes back for additional treatment — not to the casting machine.
Step 5 — Transfer and tundish protection: Metal flows through a launder system to the tundish, where tundish flux protects the melt surface from re-oxidation during the final transfer to the mold.
Step 6 — Filtration: The treated metal passes through a ceramic foam filter or deep bed filter — the last line of defense against fine inclusions.
Step 7 — Casting and quality control: Clean, verified, filtered metal enters the mold. Post-casting inspection — X-ray, pressure testing, mechanical testing — confirms that the purification process delivered the intended result.
Each step in this chain reinforces the others. Oxide removal flux and refining flux reduce the inclusion load that the filter has to handle, extending filter life and improving filtration efficiency. Tundish flux prevents re-contamination after upstream treatment. Neither stage is sufficient alone for demanding applications.
How Do You Choose the Right Purification Method for Your Operation?
This depends on several factors: your alloy system, the quality requirements of your end product, your production volume, and the contamination sources specific to your operation.
For a job-shop foundry producing a range of alloys in relatively small batches, portable rotary degassing with refining flux injection combined with ceramic foam filtration in a simple filter box covers most quality requirements cost-effectively. The equipment is flexible, relatively inexpensive, and easy to reconfigure as alloys change.
For a high-volume die casting operation running one or two alloys continuously, the investment in a fixed in-line degassing unit with automated gas and flux control — paired with a properly designed launder and filter system — pays for itself quickly through consistent reject rate reduction and reduced operator variability.
For primary aluminum DC casting producing extrusion billet or rolling slab, deep bed filtration combined with in-line degassing and tundish flux protection is the industry standard. These operations are running hundreds of tons per day and cannot tolerate the interruptions that batch-based approaches require.
The alloy also matters. If you’re casting alloys with significant magnesium content (5000-series, for example), chlorine in the purification gas is almost unavoidable if you want to keep Mg within spec without excessive flux additions. If you’re casting high-purity 6000-series for architectural applications, argon-only degassing with careful charge management and a good refining flux may be sufficient.
| Operation Type | Recommended Primary Method | Recommended Filtration | Key Target |
|---|---|---|---|
| Small job-shop foundry | Portable rotary degassing + refining flux | Ceramic foam filter (30–50 PPI) | H₂ < 0.15 mL/100g, low inclusion count |
| High-volume die casting | Fixed in-line degassing unit | In-line CFF or filter box | H₂ < 0.12 mL/100g, reject rate < 2% |
| Permanent mold / low-pressure | Rotary degassing + oxide removal flux + refining flux | 40–50 PPI CFF | H₂ < 0.10 mL/100g, bifilm control |
| DC billet/slab casting | In-line degassing + deep bed filter + tundish flux | Deep bed + 40 PPI CFF | H₂ < 0.08 mL/100g, ultra-low inclusion |
Recommended process configurations based on industry best practices from Light Metals (TMS) annual proceedings and casthouse operational benchmarks.
What Factors Affect the Efficiency of Aluminum Melt Purification?
Even the right equipment and method can underperform if process conditions aren’t controlled. These are the variables that matter most in day-to-day production:
Melt temperature: Most purification processes have an optimal temperature window — typically 700–740°C for gas purification and flux treatment. Too hot, and you accelerate oxidation and hydrogen pickup. Too cool, and flux doesn’t wet inclusions properly and gas injection efficiency drops.
Initial contamination level: Starting with cleaner charge material means less work for your purification system. Foundries that invest in charge pre-treatment, proper scrap grading, and dry storage consistently achieve better final metal quality with less flux and gas consumption.
Treatment time and parameters: Rotor speed, gas flow rate, and flux dosage must be calibrated for your specific furnace size and target. These aren’t set-and-forget values — they should be verified against RPT results on a regular basis, not just at initial setup.
Filter priming and positioning: A ceramic foam filter placed in a poorly designed filter box — one that allows metal to bypass the filter, or that creates turbulence at the filter face — provides a fraction of its potential benefit. The mechanical design of the filtration station matters as much as the filter grade itself.
Operator consistency: This one is underappreciated. In foundries where degassing and fluxing are done manually, operator-to-operator variation is often the biggest source of inconsistency in melt quality. Standardizing procedures, training operators on what to look for, and using automated dosing where possible are practical investments that pay off across every heat.
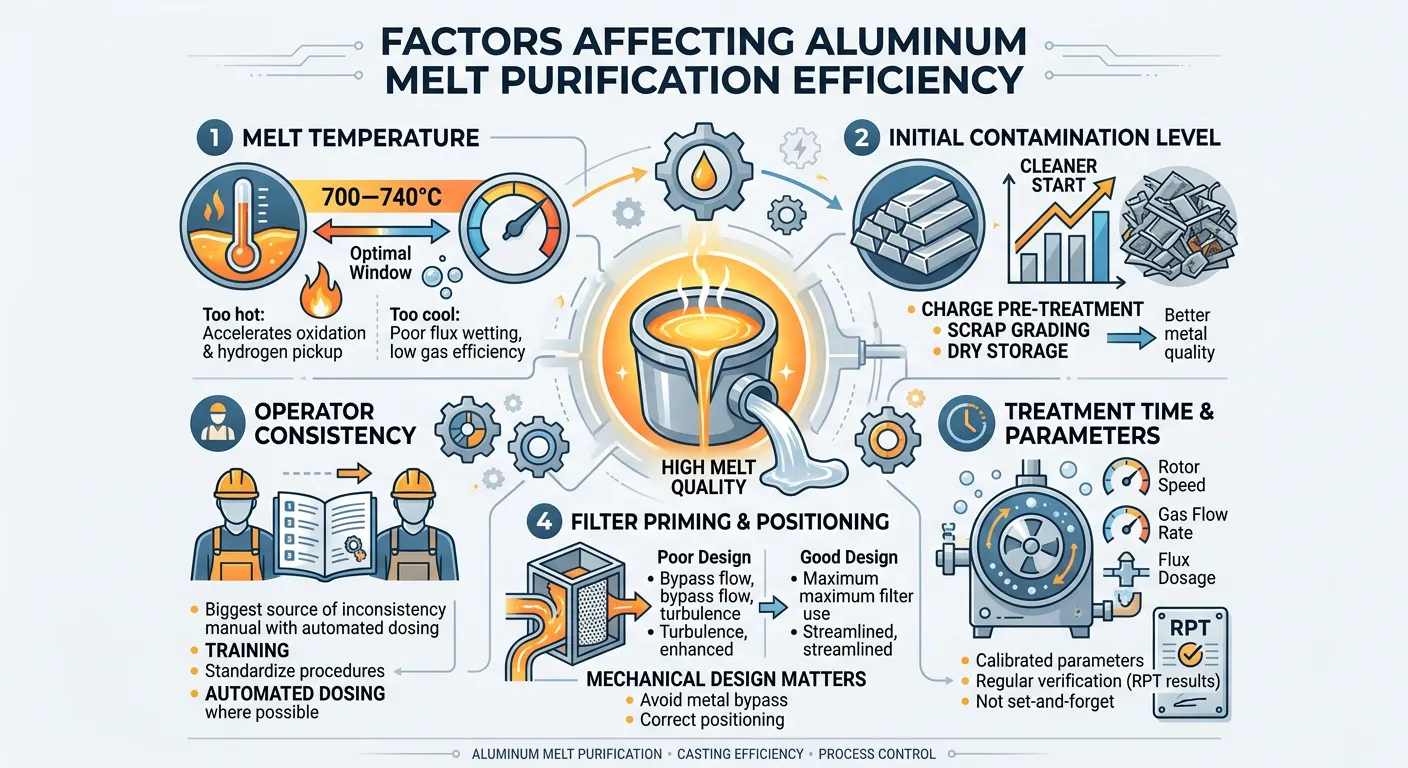
Factors Affect the Efficiency of Aluminum Melt Purification
What Happens After Purification — Metallurgical Analysis and Casting
Once the purification process is complete, the molten aluminum doesn’t go straight to the casting machine. The next step is metallurgical verification.
A melt sample is taken and analyzed spectrographically to confirm the alloy chemistry is within specification — the right silicon, copper, magnesium, zinc levels (depending on the alloy), and acceptable trace impurity levels. Simultaneously, a hydrogen measurement is taken by RPT or real-time analyzer to confirm the degassing step was effective. A density index above 5–8% typically signals that the heat needs additional treatment before casting.
Only once the metal passes these checks does it move forward to casting. The cast product is then shaped, cooled, inspected, weighed, and packaged to customer specification. In many operations, a sample from each cast is retained for traceability — so if a field failure occurs months later, the metallurgical records from that heat can be reviewed.
This quality gate approach — treating metallurgical analysis as a mandatory checkpoint rather than an optional verification — is what distinguishes foundries that ship consistently good product from those that rely on downstream inspection to catch problems.
The Honest Assessment: Which Purification Method Actually Delivers Results?
Having worked through the theory, here’s a practical observation worth stating plainly: the method that delivers results is the one that’s executed consistently, every heat, with proper monitoring.
Foundries sometimes invest in expensive in-line degassing equipment and then underperform because they skip the RPT monitoring, use flux that’s been sitting open in a humid corner of the plant, or run the rotor at the wrong speed because someone changed the settings and nobody noticed. Conversely, some operations running relatively simple equipment achieve excellent casting quality because their process discipline is tight and their operators know what they’re doing.
The best purification method for your operation is the one that fits your production reality — your alloys, your batch sizes, your budget, your workforce — and that your team actually executes properly every shift. That usually means starting with the fundamentals: proper oxide removal flux treatment, rotary degassing with refining flux injection, clean deslagging, tundish protection during transfer, and reliable filtration. Measure your results honestly with RPT or equivalent, and build from there toward more sophisticated approaches as your quality targets demand.
For operations looking to review or upgrade any part of their melt treatment setup — from the degassing stage through to filtration and flux supply — engaging a supplier with genuine application engineering capability early in the process is worth the effort. Process conditions vary too much between foundries for off-the-shelf recommendations to be reliable, and a conversation with someone who’s seen a range of real production environments is usually more valuable than a product brochure.
FAQ
1. What are the main molten aluminum purification methods?
The four primary methods are flux purification, gas purification, ceramic foam filtration, and deep bed filtration. Most high-quality operations combine two or more of these methods in sequence for optimal melt cleanliness.
2. Why does molten aluminum need purification before casting?
Liquid aluminum absorbs hydrogen from moisture and forms oxide inclusions on contact with air. Without purification, these contaminants cause gas porosity, reduced mechanical strength, and surface defects in finished castings.
3. What types of flux are used in aluminum purification?
The four main types are oxide removal flux, refining flux, deslagging flux, and tundish flux. Each targets a different contamination problem and is used at a specific stage of the melt treatment process.
4. How does gas purification remove hydrogen from aluminum?
An inert or reactive gas mixture is injected into the melt as fine bubbles. Dissolved hydrogen diffuses into the low-partial-pressure bubbles and rises to the surface, where it escapes the melt. Chlorine additions also remove alkali metals chemically.
5. What is the difference between ceramic foam filters and deep bed filters?
Ceramic foam filters capture inclusions larger than 15–20 microns and are used in most foundries. Deep bed filters capture particles down to 1–5 microns and are used in high-volume DC casting operations requiring ultra-clean metal.
6. What gas mixture is most commonly used for aluminum gas purification?
The most common mixture is 90% nitrogen and 10% chlorine. An improved blend of 80% nitrogen, 10% chlorine, and 10% carbon dioxide provides better gas diffusion and shorter treatment times.
7. What does deslagging flux do in aluminum processing?
Deslagging flux separates entrapped metallic aluminum from the oxide dross layer, making the dross drier and easier to skim. This improves both melt cleanliness and aluminum recovery yield.
8. What is the purpose of tundish flux in aluminum casting?
Tundish flux forms a protective molten layer on the metal surface inside the tundish during casting. It prevents re-oxidation and acts as a final inclusion trap before the metal enters the mold.
9. How do you know if aluminum purification was successful?
The most common verification methods are the Reduced Pressure Test (RPT), density index measurement, and spectrographic chemical analysis. These confirm hydrogen levels and alloy chemistry meet specification before casting.
10. Can you combine multiple aluminum purification methods?
Yes, and most quality-focused operations do. A typical sequence includes oxide removal flux treatment, rotary degassing with refining flux injection, deslagging, tundish flux protection, and ceramic foam filtration before casting.





